
BLOG
Publicerat den
Uppgradering redan innan projektet lämnat garaget?
Vissa saker behöver ibland förbättras. Inte för att det var något direkt fel på befintlig centrummutterlåsning, men ett par olika faktorer har lett till omdesign. Här är alltså uppgraderad version, baserad på Porsches mutterdimensioner.

Ovan; anledningen till uppgradering är egentligen att låsningen av själva axeln i hjullagret fram var lite tveksam på gamla modellen. Corvetten använder samma hjullager runt om, dvs splinesade hål genom hela navet. Fram används en, enkelt beskrivet, avkapad drivaxel vars uppgift är att hålla ihop hjullagret. Utformningen av gamla centrummutterlösningen gjorde att axeln kunde riskera att snurra när man skulle lossa muttern och där fanns inget bakom att hålla den på om det skulle inträffa.
Nedan; Därför svarvades nya axlar till framvagnen. Befintlig centrummutterlösning kunde behållits, men eftersom framhjulen har väldigt lite fälgkant, stack muttrarna utanför fälgen och det var ”nästan” ingen extratid att uppgradera muttrar och brickor också. Nästan.
Axeln på bilden är för övrigt handjagad. Mer om det i en post för några månader sedan.




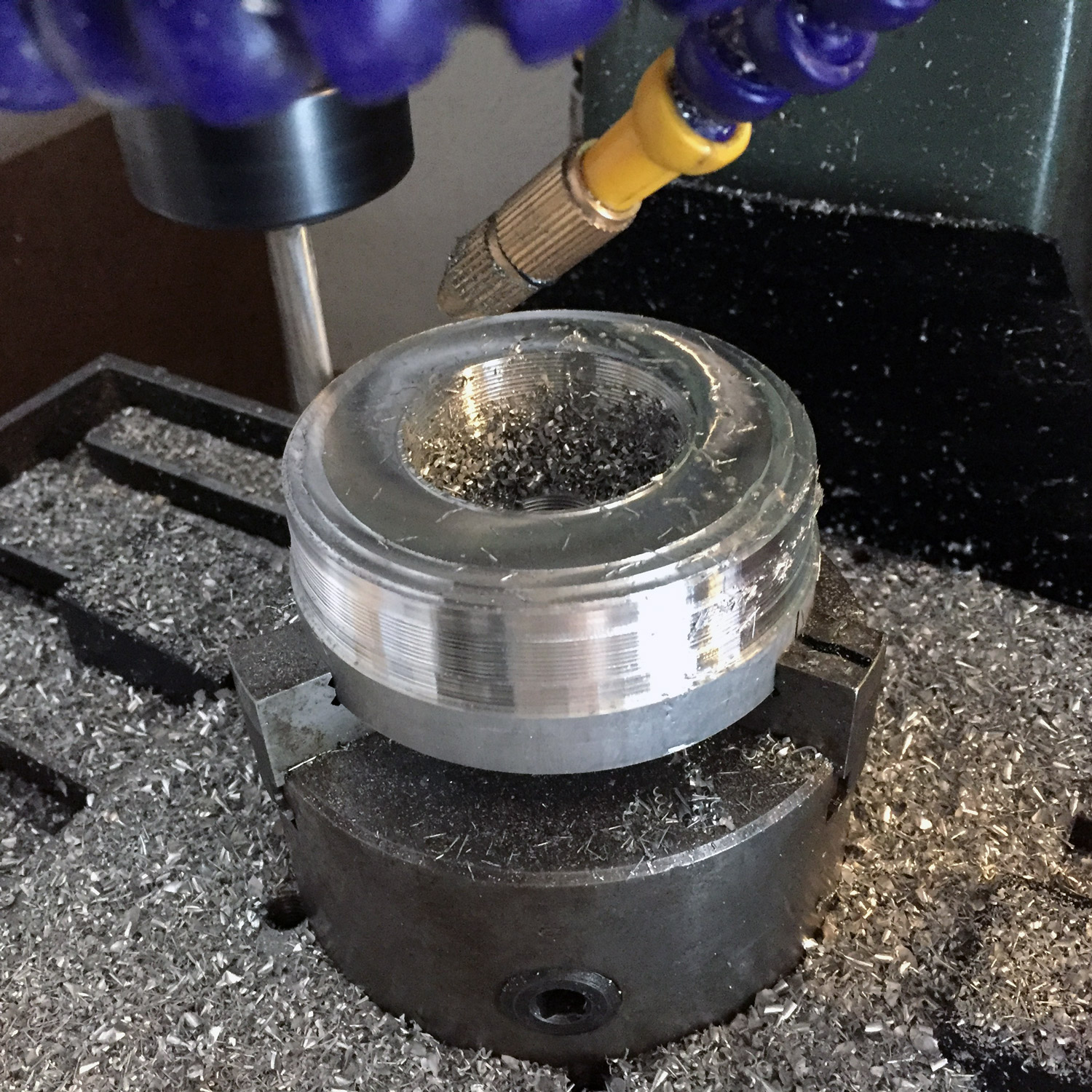
Ovan och nedan; Med egen CNC-fräs blir ju sånt här ganska kul! efter lite planerande hur bitarna skall hållas är det bara att sätta igång. Grovfräsning med 18mm pinne, samt finfräsning och fasning med 8mm fullradie. Därefter borrning och fräsning av ytorna för skruvskallarna. Kona och radie på bilden nedan är körd i samma operation.



Ovan; Här är den stora nackdelen med hemmakonverterade fräsar – spånor överallt. Överallt. I garaget, i trädgården, på parketten, i soffan och i kalsongerna… Måste fixa kapsling av fräsbordet… Sen, någon gång…


Ovan; Färdigt resultat. På sikt skall de graveras med momentangivelse och en liten snitsig Pontiaclogga.

Ovan; Axellösningen bak är lite mer komplex (vänster) än den där fram, pga drivhjulen. Konverterar till Porschedimensioner för muttrar och skruvar, men istället för Porsches muttrar (som är gjorda av guld, i alla fall om man tittar på priset) så lokaliserades skruvar med lite mer komplex ytterform för att i alla fall sätta lite käppar i hjulet (ba-dum-dish!) för spontantjuven. 13-kantiga hylsor finns i alla fall inte på Biltema…
Nedan; Monterat och klart. Centrumstyrning saknas på bakhjulen (vänster) men finns med på samlingsbilden ovanför. Aluminiumrotationslåsningarna skulle nog vara i stål helst, men det saknades utrustning för att köra det i fräsen (kylning… och erfarenhet) så det får bli alu till att börja med. Dubbla uppsättningar kördes fram, så det ligger ett par reserv på hyllan om de skulle gå sönder.
Framhjulet (höger) är mer rakt fram – axeln sticks genom hjullagret från insidan och sen är det klart.




Ovan och nedan; Första operationen körd på brickorna. Därefter vända på alla och köra andra operationen. CNC-fräsen är utan tvekan den bästa investeringen som gjorts för bilprojektet.
Tanken var att även dessa brickorna skulle eloxeras svarta, som de gamla. Efter lite inspirationssurfande och konstaterande att utsidan skall se hyfsat original ut ströks den planen och istället polerades brickorna – för att matcha fälgkanten också. Det är lite svårt att se på högra bilden, men det är desto tydligare när de är monterade på bilderna nedan (högra polerad). Hade titanskruvar liggandes, vilka användes till att hålla fast brickorna.
Endast sprintar för hjulen saknas.


Vad är bättre att bryta av lite elektronikjobb med än gammal hederlig mekanik? Eftersom bilen är strippad och tanken är att lämna några kilo delar till ytbehandling så behövde de där sista projekten bli klara också. Däribland centrummutterlösning 2.0. Ja, korrekt – den är fortfarande inte nere från pallbockarna, och redan börjar uppgraderingen…
Uppdaterar till Porsches modell av centrummutterlösning. Det spar vikt men framför allt består den av något färre detaljer än förra och håller ihop hjullagret fram bättre än med förra versionen. Något som missades förra gången. Version 1.0 är inga problem med egentligen, och den kommer sannolikt bli till salu någon gång under våren/sommaren.
I version 2.0 är det en genomgående skruv som även håller ihop hjullagret. För att låsa axeln vid montering av hjulet, behövdes det dock lite splines. Det har aldrig gjorts hittills i projektet, och delningsapparaten har varit tämligen oanvänd.
Ovan; Gamla systemet byts ut till förmån för genomgående axel där rotationslåsningen består av splines istället för endast friktion som det var tidigare. Förra modellen hade mutter på baksidan, men denna träs igenom och har bara mutter på framsidan (samt en mutter som håller den låst mot hjullagret) vilket i teorin borde reducera riskerna lite.


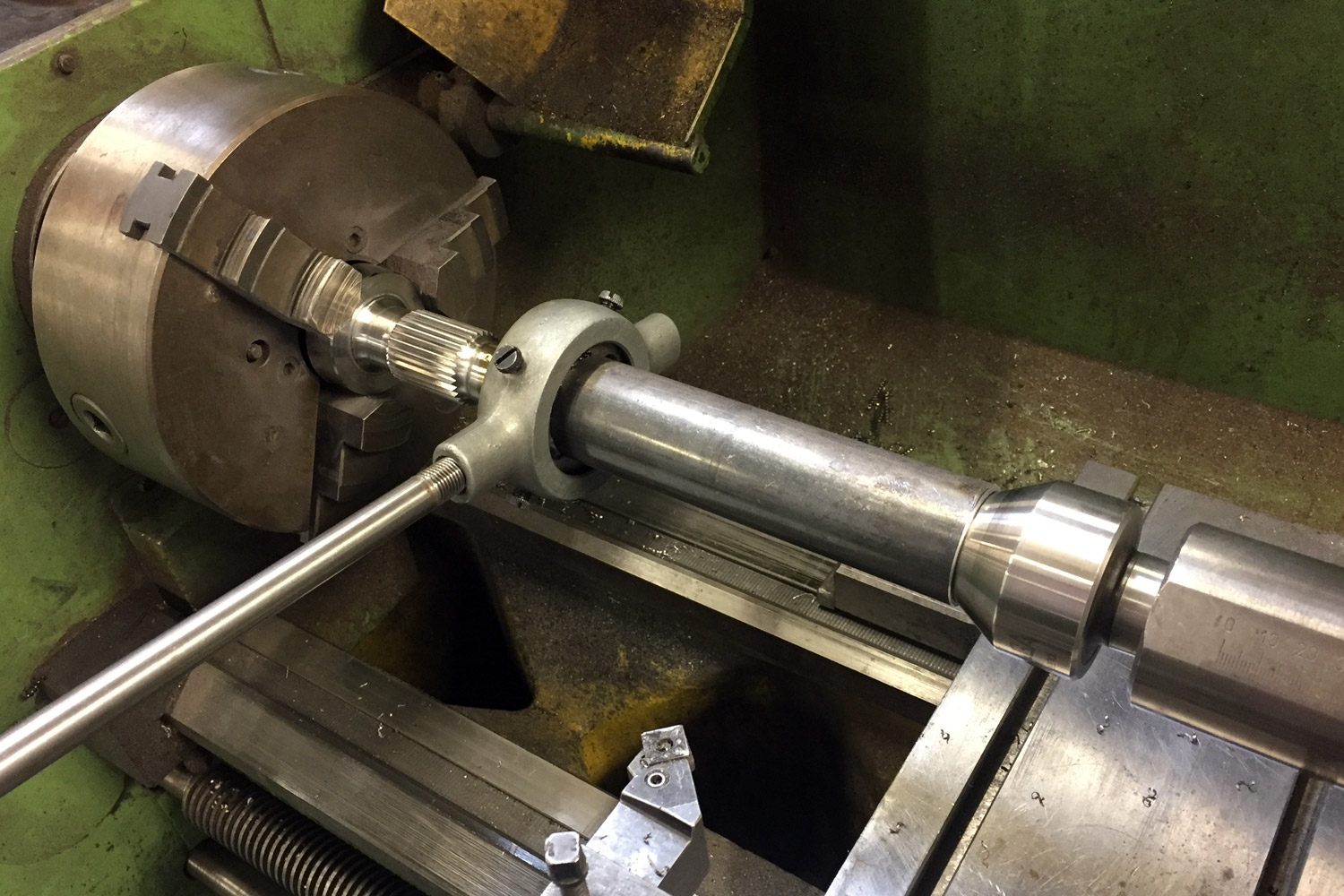
Ovan; Hur delningsapparaten fungerade listades ut via diverse forum och youtube. Därefter gjordes några provaxlar innan rätt dimension bestämts. Sen var det bara att spänna upp axlarna och börja veva.
Nedan; Med färdiga splines var det dags för finskären samt gängning. Spänner man ögonen, ser man att det är radier vid varje diameterövergång. Dessa gjordes i delningsapparaten innan axlarna plockades ner. Allt för att undvika sprickbildning.

Nedan; M28x1.5mm på innersta gängan. Gängdockan nådde inte så långt in, så ett rör svarvades som stöd och några tiondelar lämnades på axeln för att få bra styrning på snittet. Därefter vevades snittet manuellt, samtidigt som dubben också vevades efter för att säkerställa att snittet gick rakt.

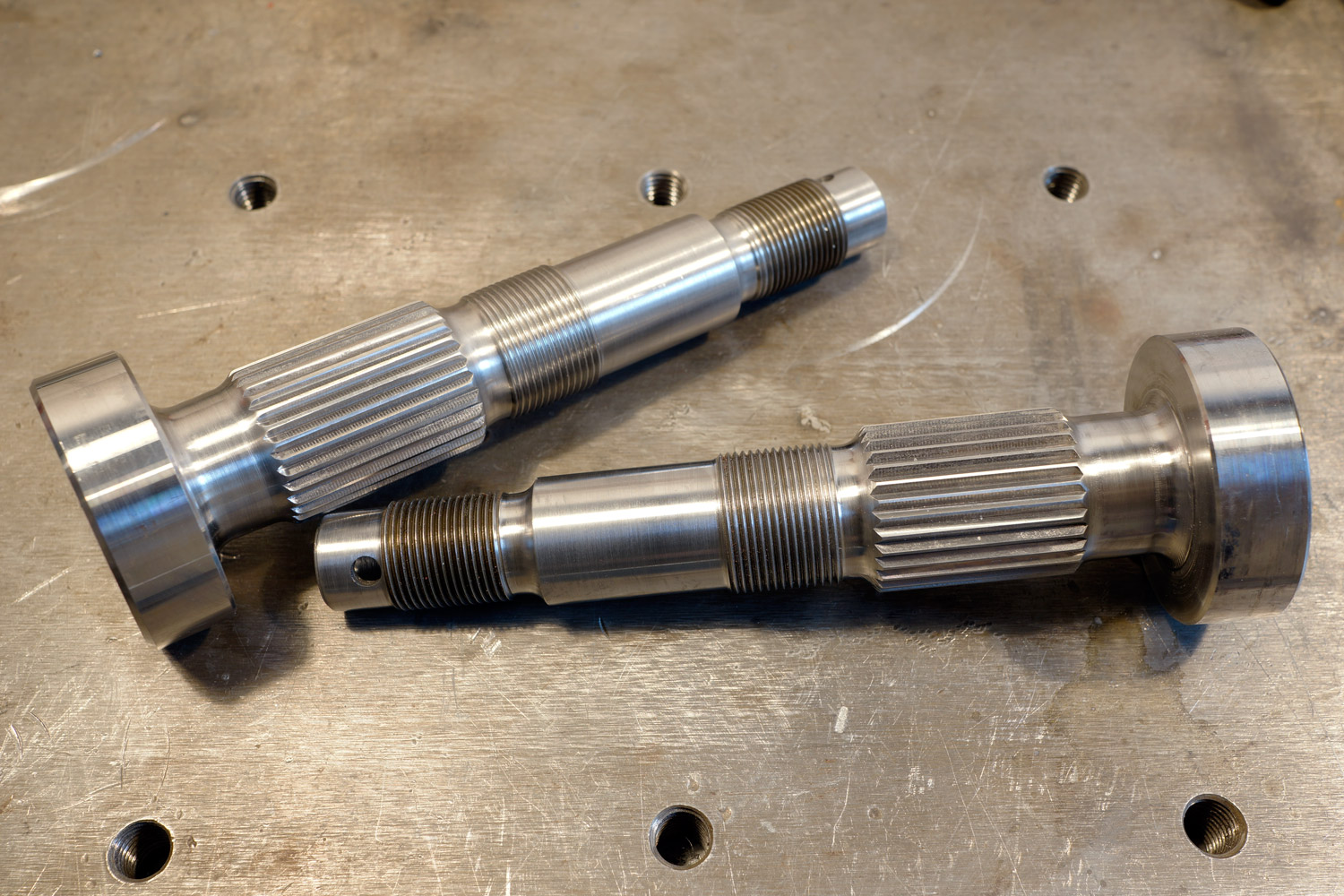
Nedan; Färdigt resultat.
Nedan; När axlarna var färdiga, var det dags att lämna in allt till ytbehandling. Nu är förhoppningsvis varenda pinal som skall skall skyddas från rost med i pallen…

Det börjar verkligen ta sig nu. Spindlar på plats, centrummutterinfästningen är färdigkonstruerad. Bromsadapter på plats och egentligen bara lite småfix kvar innan bromsoket kan sättas på plats. Börjar se rätt bra ut i alla fall!



Ovan; Lättade skruvskallar till spindeln. Även passkruvar och skruvskallar till länkarm/pushrods skall bantas. Skruvarna till okadaptern måste försänkas pga platsbrist. Går och drar mig lite för att göra det tills jag är 100% säker på att de verkligen måste försänkas…
Förhoppningsvis sista svetsjobbet på subframen har påbörjats. Infästningar för övre länkarmar, krängningshämmare, vipparmar, stötdämparinfästningar och för kylarram skall fixas. En liten diger lista som kommer ta ett antal timmar att beta igenom.
Det mesta har dock tänkts igenom under mycket lång tid, så förhoppningsvis är risken för tankevurpor minimal.
Kvar på att-göra listan är; Övre infästningar för länkarmar, vipparmsfäste, fästen för coil-overs, infästningar för krängningshämmare, hålbild i framkant för kylarram, lite blandade infästningar för smått och gott, motorfästen. Utöver detta finns det en del helsvetsning kvar att göra eftersom vissa delar bara sitter punktade. En hel del med andra ord.


Ovan; Först ut var att mäta hur mycket plats det fanns för stötdämparna mot torpedväggen, innan subframen demonterades. Det fanns ganska lite plats. GM räknade nog inte med push rod-konverteringar av befintlig framvagn…
Nedan; Den som inte kommer ihåg, så är det så här det är tänkt att bli…


Ovan; Fixtur monterad. Den bibehåller korrekta mått mellan övre och undre länkarmsinfästningar.
Nedan; Fixtur, samt laserskurna öron på högra bilden. De beställdes 3mm för långa egentligen, för att jag skulle kunna få en bra passform mot ramen. Ramen har ju varit lite svår att rita av i datorn, men det visade sig stämma på pricken! Hade de bara varit 2mm för långa, hade de alltså varit för små… Onödigt spännande med andra ord.


Redan i förra uppdateringen kunde navet provmonterat på fälgen skådas. Det innebär såklart att centrummutteraxlarna bak redan var klara då – dock måste man ju spara lite på godiset och fördela det jämnt till läsarna, haha.
Anyway – centrummutteraxlarna har varit tämligen pilliga att tillverka – svarvning, gängning, svarvning igen, fräsning, fräsning på rundmatningsbord osv. De har varit på gång ”till och från” under flera månader. Men till sist blev resultatet riktigt bra!

Ovan; Vi får väl börja med det färdiga resultatet. Här är centrummutteraxel och låsning för den samt nav på bilden. Centrummutteraxeln skruvas direkt på drivaxeln istället för den vanliga muttern. Därefter träs en låsning över axeln som fixerar den i förhållande till navet. På så sätt riskerar inte axeln att gängas upp. Därefter träs en centreringsbricka över (eftersom Porschefälgarna har större centreringshål än lincoln) och till slut låses allt axiellt med en segersäkring. Centreringsbrickan och segersäkringen finns på bild längre ner.


Ovan; Centrummutteraxeln. Total vikt 336 gram/st, gjorda av Impax Supreme. M40x3-gänga. På högra bilden skymtar även ett ämne till de främre axlarna.

Ovan; En lite mer förklarande bild. Det vänstra patentmecket föreställer drivaxlen, därefter kommer navet (saknas på bilden), en bricka, centrummutteraxel, låsning (mellan axel och navet), centreringsring och till slut segersäkring. Normalt brukar folk tillverka en riktigt tjock spacer och sen gänga ett rör i denna för att på så sätt få en centrummutterlösning. Problemet är att det bygger väldigt mycket utåt, scrubmåttet ändras och hjullagren slits i onödan. Min lösning är något mer komplex och kräver lite mer pillande, men i slutändan blir det riktigt, riktigt bra.


Ovan; Färdigmonterat! Eftersom styrpegsen inte är tillverkade än (har du en styrd svarv, så kan du väldigt gärna få hjälpa mig!) fick det duga med en uppsättning gamla originalskruvar istället.
Sådärja! Nu är det faktiskt klart för provmontering av bakvagnen i bilen! Mycket jobb återstår ju såklart innan den kan kallas ”färdig”, men det är såklart bra att provmontera innan den är helt färdig. Då svider det inte lika mycket om något skulle visa sig vara fel…
Med bakaxeln färdig för provmontering, hamnade fokus istället på kringdetaljer som måste vara klara inför testmonteringen. De detaljerna som kommer från Lincoln Mark VIII i bakvagnen är inte riktigt anpassade för Pontiacens behov, så därför är viss modifiering nödvändig. Naven är tex gjorda för bultmönster 5×108 och inte 5×130 som BBS-fälgarna kräver. Såklart fanns det inte tillräckligt med material på flänsen för att borra om bultmönstret utan operationen blev större än vad det var tänkt från början. Som vanligt.

Ovan: Här är patienten, ett nav från Lincoln Mark VIII, som kanske har sett sina bästa dagar vad gäller puts – ingenting som inte ska gå att ordna…


Ovan; Eftersom navet är för litet för att borras om till 5×130, svarvades en ring som pressades utanpå för att på så sätt få en tillräckligt stor fläns. Navet kyldes därefter ned till -40°C och ringen värmdes till 250°C. Därefter bar det snabbt av mot pressen…
Nedan; …där delarna sedan pressades ihop med varandra. Sen fick det svalna. Resultatet syns på högra bilden nedan.


Nedan; Därefter svarvades navet både på fram och baksida.

Nedan; Efter en stund i fräsen finns det numera både GM 5×120.65 (som även får fungera för BMW…) och Porsche 5×130 i naven. Det går dessutom både att köra centrummutter eller traditionellt fembult, så fälgmöjligheterna känns ganska framtidssäkra….

Nedan: Naven fick en omgång plasticote gjutjärnsgråa värmetåliga färg på sig för att behålla en någorlunda finish även om några år (dvs när bilen börjar bli körbar…).

Ovan: Woho!!! Titta, det passar! Titta titta!!! provmonterat för första gången! Härlig känsla att faktiskt börja montera saker, istället för att demontera hela tiden!
Nedan; Spindlarna glasblästrades för att passa in i resten av nybilsfinishen som komma ska. Den tillhöger är inte blästrad…

Nedan; Därefter svarvades bussningar som pressades i de nedre bussningshålen samt bromskylningen tillverkades också. Blank plåt är perfekt när det handlar om värmereflekterande prylar – sån tur att det låg lite spillplåt i en hörna på jobbet då…


Nedan: Bonusbild. Nu ska nytt hjullager monteras och därefter åker navet i.


Fortalmutter på valnötsskiva. Valnöten får dock stanna kvar i köket. Centrummutter, eller centrumbult som många kallar det, M40x3 höger- och vänstergängat, gjord i Fortal-aluminium. 155 gram per styck. Det blir knappast mumsigare än så här…
Det är tur att man har lite kontakter… Samuel, en gammal kollega från svunna tider, jobbar idag med NC-bearbetning och kunde mycket väl tänka sig att hjälpa till med mitt projekt. Samuel är en man som fnyser lite åt detaljer som inte behöver tillverkas med tusendelsprecision och anser att ”ett par stycken” rör sig kring 500 st, men trots detta så var de sex muttrarna en hyffsad utmaning att få till. Utan Samuel hade det varit svårt att ha något annat än vanliga standardmuttrar. Främst för att han efter alldeles för många timmars programmering konstaterade att det nog saknades en nolla på vårt överenskomna pris…

Det ser kanske lite konstigt ut med femkantiga muttrar, men det handlar om en kompromiss. Femkantiga muttrar innebär att klåfingriga nissar får skaffa en femkantig skiftnyckel för att försöka sno hjulen. Kan vara ganska bekvämt och veta när man är medveten om att bilen sannolikt kommer parkeras på gatan både en och två nätter.
Samuel ställer förresten gärna upp på att NC-svarvjobb åt folk, även om det inte handlar om tusendelar eller 14 000 st till antalet. Om du behöver ”massproducera” någonting med hög precision, både på din fritid eller i ditt jobb, kan jag förmedla kontakten.
…att jag fick tänka om lite. Planen var egentligen att köpa vanliga splitfälgar med traditionellt bultmönster från staterna. Dock dök dessa fälgar från en Porsche Cup-bil upp på begagnatmarknaden och jag kunde helt enkelt inte låta bli att slå till.
Eftersom jag inte var beredd att riskera mitt eget liv genom att räkna fel på dimensionering av centrummuttrarna, lät jag istället någon annan göra det. I detta fall föll lotten på min vän och förre chef, Anders, som gladeligen tackade ja till att omvandla mitt liv till en grekisk bokstav och förpassa den in i någon av hans formler. Anders är en form av supermänniska – han kan 642 decimaler på talet ”pi” och han uttrycker sig ofta binärt istället för i ord. Hans farfars far uppfann matematiken, långt innan Einstein ens var påtänkt. Ibland ser man honom vandra bland vanligt folk, men oftast håller han sig någonstans i närheten av en balk eller något intressant lastfall. Lustigt hur alla förresten heter Anders som är inblandade i detta projekt.
Till skillnad från traditionella fälgar finns här endast en mutter som håller fast hela fälgen mot bilen. Då bilen blir förhållandevis tung (ca 1200 kg) tillverkar jag egna axlar och muttrar, istället för att t.ex. handla formelbilsmuttrar som är avsedda för bilar med halva vikten. Vill man inte tillverka själv, har Porsche muttrar och adaptrar som säkert kan anpassas till det mesta, men så har priset sannolikt lika många siffror som det finns bokstäver i ordet Porsche också…

Ovan: Einst… öh, Anders stannade förbi en kväll på en liten Design Review där det under ett par timmar diskuterades sträckgräns, brottgräns, materialval, gängstigningar och andra nördiga termer. Anders är en formelonanist av rang – det rinner ettor och nollor i venerna på honom och allteftersom jag berättar hur konstruktionen ser ut, gör han beräkningarna i huvudet med tre decimaler. Därefter kontrollräknas det med hjälp av miniräknaren för att få fyra decimaler… Kvällen gick fort och efter att fått diskutera igenom konstruktionen känner jag mig mycket trygg med den. Tack Anders!
Nedan: Efter Anders hade gått hem, dubbelkollade jag genom att fråga det digitala oraklet (Solid Works 2009). Övre bilden visar belastningen som muttern utsätts för vid motsvarande 2G kurvtagning (vilket är mycket, men det kändes som max kurvbelastning plus statlig moms…). Spänningarna i materialet uppgår till ca 50N/mm2 och materialets Rp0,2 ligger kring 550N/mm2. Den lilla bilden visar motsvarande vid 10G – eller en smäll in i en curb/trottoarkant typ… Säkerhetsfaktorn blev i alla fall 11,3:1 även om jag använder aluminium, känns väldigt lugnt eftersom jag siktade på att komma över 5:1.


Nedan: Axeln kördes på samma manér och här hamnade säkerhetsfaktorn på 9,9:1 vid motsvarande 2G kurvtagning.

Nedan: Och så här blir det typ. Om man inte vill göra ett nytt nav från scratch blir det till att addera detaljer till det befintliga. På bilden syns originalnav, förstoringsring för att tillåta större bultmönster, pegs, styrning för fälg eftersom centrumhålet på fälgen är större än vad den var på originalnavet, centrummutter och centrummutteraxel. Utöver detta skall centrummutteraxeln låsas mot navet på ett klurigt sätt som ryms innanför styrningen för fälgen. Ytterligare en bricka ska till mellan fälg och mutter, samt ett säkerhetslås till mutterns om hindrar att den gängar upp sig under färd. Som sagt, mycket delar…

Jobbar du som läser detta med ytbehandling av aluminium, eller har bra kontakter inom det får du väldigt gärna höra av dig till mig! Jag hade behövt muttrarna och ett gäng andra småprylar hårdeloxerade. Posta en kommentar till inlägget, eller sänd mig ett e-mail.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}