
BLOG
Publicerat den
Kofångaren har suttit temporärt sedan karossen blev rostlagad. Trycker man på den med fingret så flexar den åt alla håll och kanter, så det är hög tid för lite stabilare fästen.
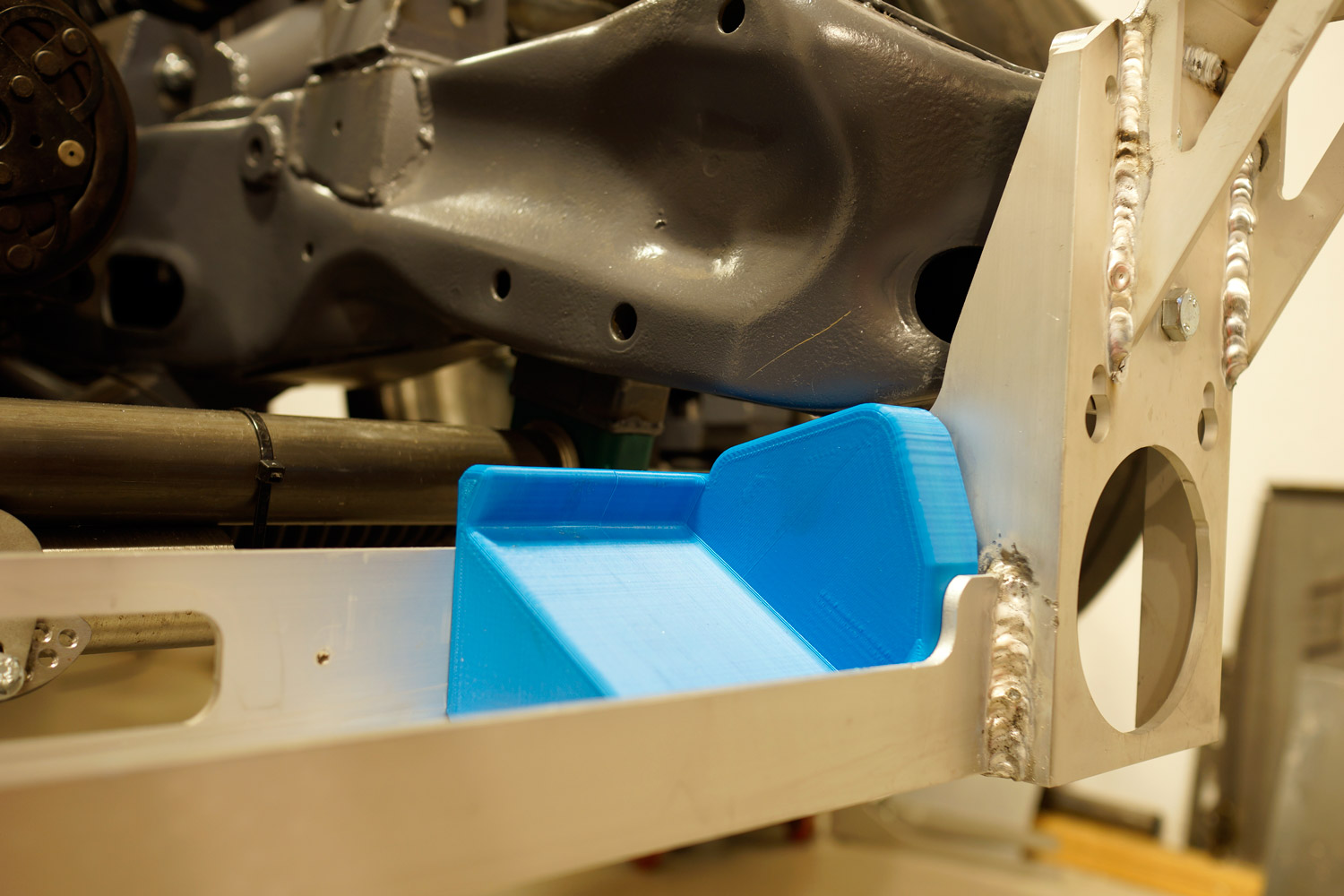
Grundtanken var att bygga kraschboxar som absorberar en del av energin vid en eventuell smäll, men pga geometriska skillnader mellan infästning i kofångare och kaross (där rambenet sitter) gjorde att formen på boxen blev asymmetrisk. Det gör att den sannolikt deformeras uppåt, dvs inte som ett dragspel (som det var tänkt). Oavsett vad så är det ju bättre med en box i aluminium, än en stålbox så nu blev det som det blev.


Ovan; Till vänster skymtas infästningen så som den såg ut tills nu. Kofångaren justerades in minutiöst mot karossen, och därefter lossades fäste och kofångare i en bit (där kommer finnas gott om justermån i långhålen i karossen, men det är bra att hamna i mitten av långhålen från början…). Eftersom kofångaren är i det skicket den är, så svetsades fixturen helt enkelt direkt i kofångaren. Därefter kunde aluminiumpusslandet börja.
Nedan; och med minutiös inpassning, menas verkligen minutiös inpassning. Som med alla andra prylar på karossen så var den inte helt symmetrisk, vilket löstes genom några snabba snitt med vinkelslipen och ett par varsamma smällar med spett och slägga. Både området runt nummerplåten, och hörnorna i ytterkant fick göras om. 



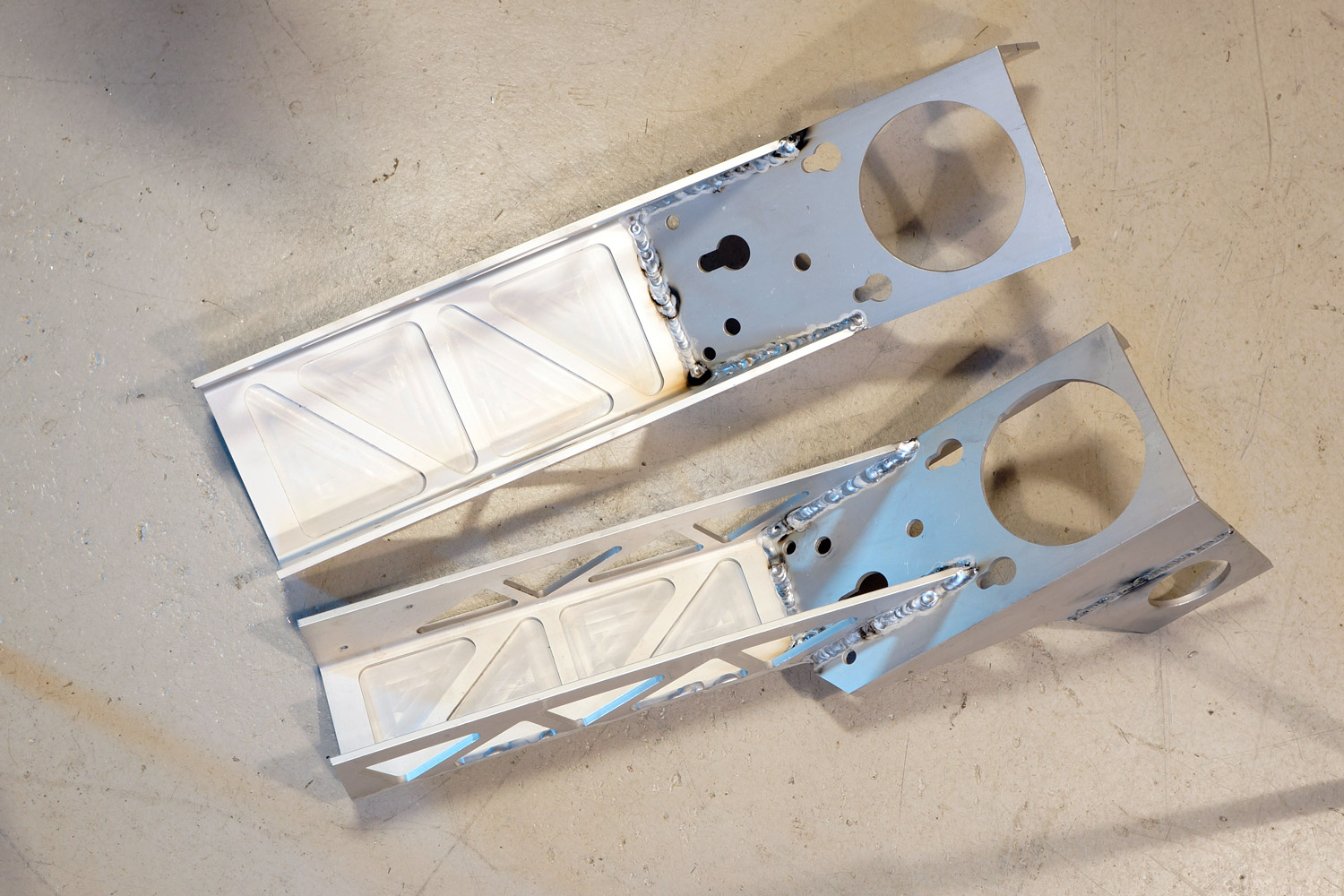
Ovan; Hoppar lite framåt här och konstaterar att nytt fäste blev lite mer stabilt än det gamla. I fantasin skulle det där som sagt bli en symmetrisk box, men pga att rambenet i karossen sitter lägre än kofångaren så blev formen snarare en svanhals. Får låta bli och krocka helt enkelt.
Nedan; Skruvar svetsades direkt i kofångaren. Kan ju bli svårt och kopiera det till framtida glasfiberkofångare tänker man direkt – det jagas ju vikt, och då är såklart en stålkofångare trist att ha, men en komposithistoria erbjuder inte mycket krockskydd med tanke på att tanken ligger precis bakom. Däremot kan kanske en aluminiumkofångare vara en bra kompromiss, och då är det ju enkelt att svetsa skruvar i den också.
Svetsarna blev bra. Svetsa tjockt gods är verkligen terapiarbete.

Nedan; För att inte sidorna skall fladdra för mycket låstes dessa med en enkel, originalliknande lösning. Högra bilden visar att kofångaren numera sitter flush med plåten, där originalet snarare sticker ut 3-5 cm på sidorna. Estetisk modifiering primärt, men ger ju också bättre äääääääero!



Ovan: Så var det den där grejen med att bli bogserad också… Normalt sett blir man ju alltid bogserad i färdriktningen när man fått stopp på gatan. På bana är det dock inte alltid samma sak med tanke på att bilen skall bort fortast möjligt och dessutom högst sannolikt står nedgrävd i leca. Därför hade det varit skönt med en rem men enda placeringen som är möjlig är vid rambenen och titta, där sitter det två eldkastare också!
Provade flera lösningar, rem, avgasklämma (mest som prototyp) och kinastylingögla. Gick faktiskt bet här, och fick tills vidare använda kinaöglan… Tror den kostade 32kr inkl frakt, så förväntar mig inte mer än en bogsering innan den behöver bytas.
Nedan; Ett exempel på tjinesisk H7/h7-passning, och folk är rädda för att de kommer ta över världen…
Glappet gjorde att öglan skramlade omkring lite hur som helst. Och godstjockleken hade inte hjälpt öglan att göra den starkare… Ny hylsa svarvades, hål brotchades och allt pressades samman med liten klick fett. Helt annan känsla i den nu efteråt.

Nu kan det snart vankas provtur! För nu går det att bogsera bort bilen från åkern när kurvan kom för fort.
Det blev ytterligare temporär montering i ett av de befintliga infästningshålen för kofångaren (krockbalken sitter precis bakom). Den får sitta här tills att sandplåten under kofångaren är tillverkad.
I samband med att bilen provkördes, insågs en liten designmiss. Fästet för Panhardstaget i dedionen, som lite snabbt flyttades ut (dvs bakåt i bilens färdriktning) eftersom det tog i det tvärgående tidigare satt utanför däckets kontur. Lite onödigt spännande vid branta vägbulor osv.

Ovan; Redan när hjulet står på vaggan, är det tydligt att plåten riskerar att ta i saker som kommer för nära. Trist att kapa i målade detaljer, men så är det ibland.
Nedan; Före och efter. Plåtar bortkapade och nya plåtar svetsade direkt i dedionröret. Bussningen är numera liggande istället för stående och skruven kan shimsas på rätt höjd istället. En bricka mellan skalle och bussning ska till för att förhindra att bussningen kan trilla av skruven och ner i backen. Nu blir i princip justerbarheten oändlig (för det är ofta man justerar höjden på panhardstaget i tiondels millimetrar… #overengineered )





Vevhusventilationen var tydligt underdimensionerad. Inget konstigt när man tänker efter, nuvarande kärl rymde väl 1dl gaser+vätska ungefär och hann inte separera vätskan från luften innan motorn drog in det. Inget konstigt när man väl börjar tänka på det, men det missades under bygget.
Eftersom alla kärl som såldes antingen var helt tomma inuti, eller klumpiga frästa modeller, så var det enklare att platsbygga en egen. Det är ju bara och beställa lite



Ovan; Gott om plats börjar det bli ganska ont om… Men där finns fortfarande lite outnyttjad luft kring torrsumpstanken, inuti framskärmen. Med lite god vilja får man plats med ett kärl med en total volym av 1,7 liter, vilket borde räcka.

Ovan; Filosofin kring separation mellan luft och olja är ungefär så här; Luft in i tangentens riktning genom stora AN-kopplingen. Sen snurrar den nåt varv i ett smalt utrymme som formas av yttervägg, och innervägg (detaljen tillvänster), innan den fortsätter genom stålfiltret/trasslet (där den olja som inte redan fastnat på väggen och rinner ner, gör det nu istället). Efter diskbollen vänder luften och sugs upp i filtret (mitten) och vidare in i motorn. Oljan droppar från stålfiltret och väggarna, och samlas i botten. (kom nu ihåg att de kärlen man köper ofta är tomma, eller på sin höjd har en vägg någonstans). Det borde funka som separator.
Nedan; Filter och plastdetaljer hämtades från en vattenavskiljare inom pneumatik. Stålfiltret – ja, det heter egentligen diskboll och köptes på ICA Speedshop. Tvåpack för 27 kronor eller nåt liknande. Högra fotot är insidan, sett underifrån. Skulle tagit en bild med vattenavskiljarfiltret monterat också, men innerdiametern på röret motsvarar ungefär måttet på nedre plastkåpan på vänstra bilden.

Nedan; Självklart går det ju inte att slarva med detaljerna. Bottenplugg, AN6. Svarvad med presspassning och ligger kant i kant på insidan. Svetsades från utsidan, och genombränningen slipades jämn i svarven innan kärlet sattes ihop.



Ovan; I vanlig ordning går det fort på slutet och man missar att dra fram kameran, men nu sitter den på plats. Rostfria slangklämmor håller den tight. 14mm PA-slang mellan motor och tank, AN10 mellan catchtank och torrsumpstank.
Nedan; några detaljbilder.
1. In-luft för att reglera undertrycket i vevhuset. I dagsläget är regleringen inte mer avancerad än att det är en relativt tunn lång slang, som resulterar i ca 0,3bar undertryck. Ganska lagom, och enkelt att ändra genom att justera längden på slangen.
2: Trångt som attans mot ovandelen på skärmen. Specialbyggd AN10-adapter på torrsumpstanken
3: Drog ner en slang från dräneringen till utrymmet där torrsumpstanken också töms. På så sätt kan catchtanken enkelt kontrolleras vid oljebyten utan att behöva plocka av hela framskärmen.


Äntligen finns det fästpunkter överallt för skärmarna. Fronten gick från att vara sladdrig till att bli ultrastabil. Numera är det inga problem att luta sig mot bilen – knirr och knarr uteblir.

Ovan; ”Färdigt” resultat. Lite trekanter av plåt återstår vid själva infästningarna innan fästena är klara. Lätta och starka. Precis som det skall vara.


Ovan och nedan: Några ytterligare bilder. Nedre högra bilden visar att det finns viss justermån om någon insikt med positionen på framskärmarna skulle göras senare. Nästa steg blir att komplettera stagen med infästningar för strålkastare och grill.


Förardörren hade lite rost i nederkant. Eftersom garaget endast rymmer en TIG-svets, var det med andra ord ett bra tillfälle att lära sig svetsa karossplåt med TIG…
På sikt är det egentligen bara innerdelen av dörren som skall behållas, så det behöver inte läggas allt för seriöst arbete på utsidan. Men det är som sagt ypperligt tillfälle att experimentera på.

Ovan; Dörrarna är köpta för många år sedan då mina egna var i rätt risigt skick. Började med värmepistol för att få bort färgen på denna för några år sedan, men sen kom det viktigare saker i vägen – typ att bygga ett fungerande chassi…
Nedan; Rost fanns i båda nedre hörnen (skymtar på bilden ovan också). Pappersmall från vanligt kollegieblock. Magneter är hjälpsamt när pappret är så tunt.




Ovan; Kapa bort rosten och en bit in så att verkligen plåten är frisk. Sen blir det pilligt. Svetsar med 0,8mm tillsatsmaterial och 8-12 ampere på TIGen ungefär. Första strängen var mest spännande innan man får lite självförtroende för det.
Nedan; Färdigsvetsat och slipat. Lite finriktning återstår, men det är tillräckligt bra för stunden.


Nedan; I bakkant hade även ramen rostat rätt ordentligt. Den är ju betydligt viktigare att rädda. Kapa bort rosten och klipp till en bit. Gjorde lagningen i böjen eftersom det blir mindre risk att den slår sig.


Nedan; Svetsat! Inte riktigt lika snygg svets – renlighet är en dygd och i det här fallet var det inte helt rent. Men efter slipning ser det helt ok ut ändå.


Nedan; använder Teroson etsande 1K-primer när man inte orkar släpa fram Hagmans 2K och spruta. Plåtbit tillklippt och ditsvetsad.


Nedan; Dörr monterad. Lite spännande att balansera 35kg dörr själv och försöka hindra att den går i golvet när en hand måste pilla i skruvarna och den andra hålla dörren.

Bränslesystemet provtrycktes framgångsrikt och motgångarna verkar över för den här gången.

Le Mans-lock, här inbyggt på en Camaro. Klassiskt, men dock typiskt klumpigt på bilar som det inte var tänkt att användas på från början.
De som följer blogg och facebooksida vet att det velats fram och tillbaka mellan vilket påfyllningslock som skall användas. Nu var det dock dags för beslut eftersom uppstart innebär att man behöver fylla på soppa (och tanken bör helst vara sluten då för att undvika doft i garaget). Klumpigt men klassiskt Le Mans-modell eller stenhårt påfyllningslock från en F16 tillverkat i magnesium? Det blev flygplanslocket i slutändan. Det är smäckrare och ganska cleant och framför allt från ett flygplan. Svårt att klå det.
Grundkravet var ett platt tanklock, utan de där skruvarna som alla eftermarknads ”racingtanklock” har. Eftersom det inte kunde hittas, köptes istället en så kallad Le Mans-lock (med synliga skruvar, suck. Aldrig får man vara nöjd). Bara några dagar efter det dök upp hittades, av en slump, exakt ett sådant tanklock som önskemålet hade varit. Dock ej för applikationen bil, utan för det alfahannarnas alfahanne – ett amerikanskt stridsflygplan…
Det köptes såklart också hem, och därefter tog det alltså tre år innan det slutligen gick att bestämma sig. Även om bilen ska ha ”vintage look” på utsidan så kan nog detta lock smälta in rätt bra. Dessutom är det aerodynamiskt mer lämpat än Le Mans-locket.


Ovan; Jahaja, fram med sticksågen och kapa upp karossen på slätaste stället. För att få ner locket någorlunda snyggt i plåten, svarvades en fas som gör att locket hamnar ca 5mm under karossens nivå. Högra bilden är ett försök att illustrera hur fint locket kommer passa in i karossformen. Man får ha lite fantasi när man tittar på den…


Ovan; Så här kommmer det se ut alltså. Till att börja med behålls nog locket i det skick det är. I framtiden kan det möjligtvis bli lite cleanare design. Planen var egentligen att svetsa på en stos på tanklocket som kunde utgöra slangfäste, men eftersom det visade sig att flänsen var gjord i magnesium (och locket också) fick det bli lite ändrade planer och komplexare lösning istället. Kunde blivit en fin brasa på svetsbordet… Bultmönster för M4-skruv borrades istället i flänsen.
Nedan; Därefter tillverkades en bricka med motsvarande bultmönster, som klämmer locket mot bilplåten tillverkades i fräsen och utgör även stos för påfyllningsröret. Sandwich-lösning med bilplåten i mitten med andra ord. Brickan är såklart lättad eftersom frästiden är gratis…


Nedan; Det är lite snopet att svetsa in konstruktionslösningar i karossen och sen upptäcka att de blev fel, så det blev ett antal vändor till bensinstationen för att försäkra sig om att det passade som det skulle. Innan det svetsades ihop. Man får lite speciella blickar när man går fram till en pump på macken och halar fram skjutmåttet eller andra delar och börjar hålla på. Fullt förståeligt.


Nedan; Vinkeln blir väldigt flack ner mot tanken, och påfyllningsröret ser horisontellt ut vid första anblicken. Munstycket hamnar dock i linje med röret, så det ska inte vara några problem att fylla på bensin med bra flöde.




Ovan; Ganska svårt och säga hur det blir i slutändan, men nu sitter det där och det är fullt möjligt att fylla på bensin i tanken. Stora hålet är för pumpmunstycket och lilla hålet är för avluftningen. Enda negativa grejen är att locket är löst att man därmed lägger ifrån sig det vid tankning… Det är väl inte hela världen, men om någon får för sig att slanga bensin ur tanken någon gång när den är parkerad utomhus så finns det ju en ”liten risk” att tjuven inte tänker på att sätta tillbaka tanklocket efter sig och att det därmed tappas bort. Det är dumt.
Man kan lösa det med en wire så att locket inte kan komma för långt bort från hålet, men då har man en stålwire som ligger och skaver mot lacken istället och det är knappast bättre.
Om ett reservlock kan lokaliseras, kommer det köpas hem. Annars kommer befintligt lock CADas i alla fall, så att det är möjligt att tillverka en reservdel om olyckan skulle vara framme.
Med sista prylen färdigtillverkad till motorn (oljeavskiljaren förra veckan) är det dags att ta sikte på uppstart. När allting var klart och utsorterat på motorn (ha ha ha! Jag trodde faktiskt på allvar att allting var klart vid det här laget – naivt…) var det dags att sortera ut det omedvetna byggslarvet för att kunna starta motorn. Vi börjar med kylsystemet.
Tyvärr saknas lite fotodokumentation här för att kunna lägga ut texterna. Det var ganska mycket frustration och sena timmar i garaget för att få det här klart, och hade kameran legat i närheten hade den sannolikt åkt i väggen av irritation.


Ovan; Bra kylsystem är täta. Överallt. Mindre bra kylsystem är täta på nästan alla ställen. Med 16L vatten nedhällt i systemet uppdagades vatten hängandes under ramen och på golvet. Läckorna lokaliserades, och därefter gjordes andra insikten – att det saknas vettig avtappningskran för att tömma systemet. En skruvmejsel och någorlunda siktande med spann löste det över förväntan. Avtappningskran hade varit bra, men det är trots allt ganska sällan man tömmer kylsystemet så det hamnar sannolikt sist på någon priolista för framtida uppgraderingar.
Nedan; Läckorna… just det ja. Förutom några slarvigt dragna slangklämmor, visade sig nedre röret mellan kylare och motor, samt en lagningsvets i bröstkåpan vara bovarna. Röret – klantigt värre – hade man synat det så hade det varit uppenbart att röret inte var tätt. Nu var det klareloxerat, så det var bara att bita i det sura äpplet; slipa bort eloxeringen, borra ur hålet och bränna dit en sotig aluloppa mitt på det mest synliga stället. Tid för omeloxering fanns inte.
Läckaget på bröstkåpan – såklart på ett oåtkomligt ställe. Bara att bita i det sura äpplet och riva av alla komponenter framför blocket på motorn. Förstöra packningar osv. Att plocka loss halva motorn visade sig vara ganska omständigt, men det gick fortfarande på mindre än 1,5h innan bröstkåpan låg på arbetsbänken.


Nedan; Bröstkåpan är tillverkad 1970. Den är alltså 47 år gammal. Gjuten aluminiumhistoria som är lite lagom ärjad överallt. Efter många timmar att försöka täta befintlig slanganslutning, flera kvällar faktiskt, gavs försöket upp. Spiken i kistan var när sista svetsen skulle läggas för att tätas, och gasen tog slut i samband med detta.
Istället införskaffades en rörgängad mässingsanslutning. Det blev mycket bättre. Tyvärr var godset tunt på ett ställe vilket gjorde att uppborrningen och gängningen gjorde ett nytt hål. Denna gång gjordes aluminiumet rent enligt konstens alla regler, inkl glasblästrning. Vid det här laget hade det nog meckats bröstkåpa i fyra nätter. Irritationen nådde nya höjder.


Arbetet lönade sig dock, och efter mycket om och men kunde kylsystemet återfyllas och vattnet stannade kvar där det skulle.

Ovan; Nu börjar det ta sig. Återfyllt och tätt kylsystem – 16 liter vatten och 4 liter glykol. Verkar hålla tätt, och hoppas det gör det när det blir lite tryck i systemet också!
Slanglängd mellan motor och kylare får anpassas den dagen skärmar och övriga paneler är på plats. Inte långt kvar nu innan uppstart.
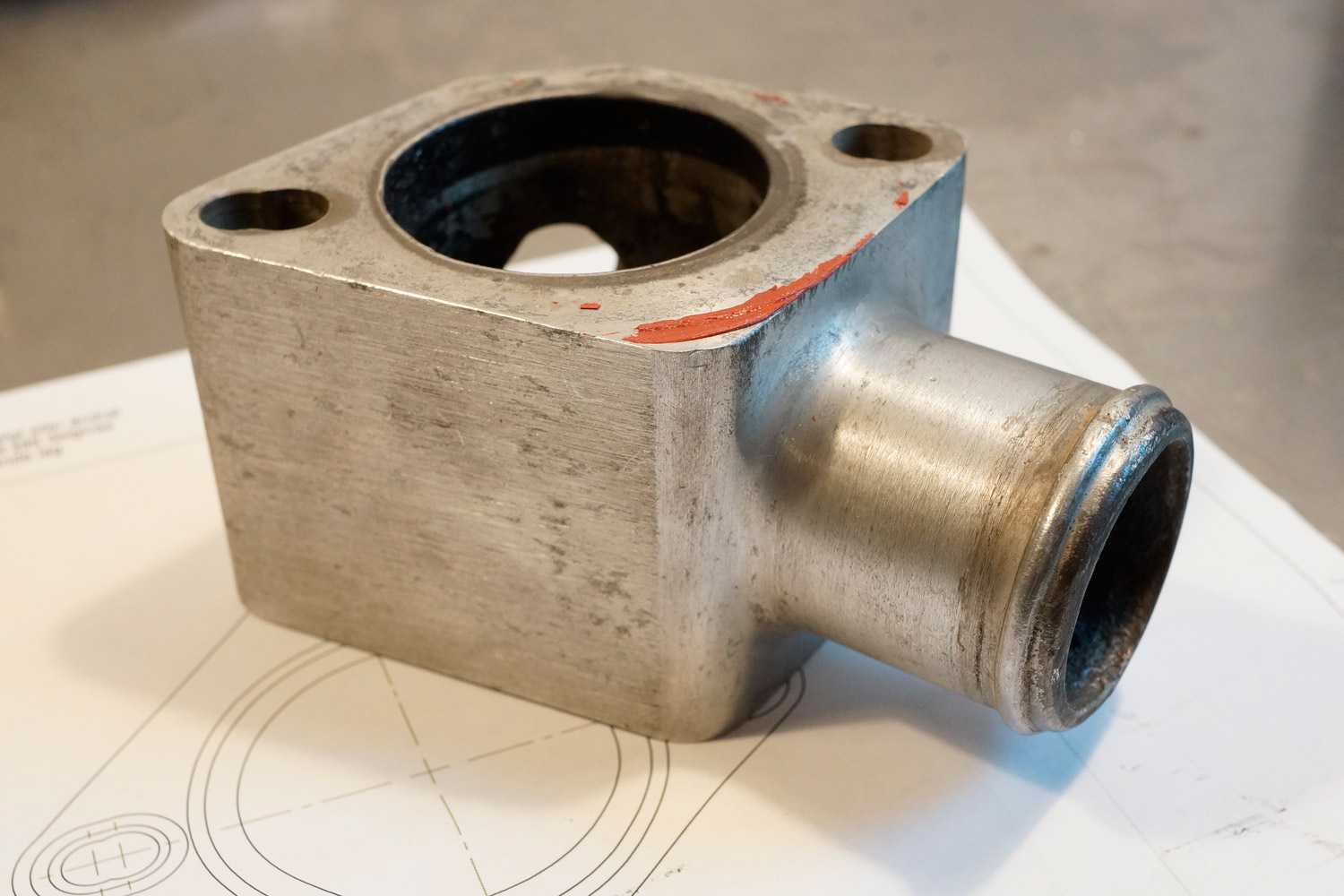
Kylaren har AN20-anslutning och en sådan slang lokaliserades på eBay efter lite letande. Lättviktskoppling pressad direkt på slangen och en skadad wigginsanslutning i andra änden. Kevlar-slang, bara för att… Väger absolut ingenting. Termostathuset visade sig dock ha fel anslutning för slangen (kanske inte så konstigt), så det fick bli lite justering.


Ovan; Termostathuset innan fräsen började tugga i det.
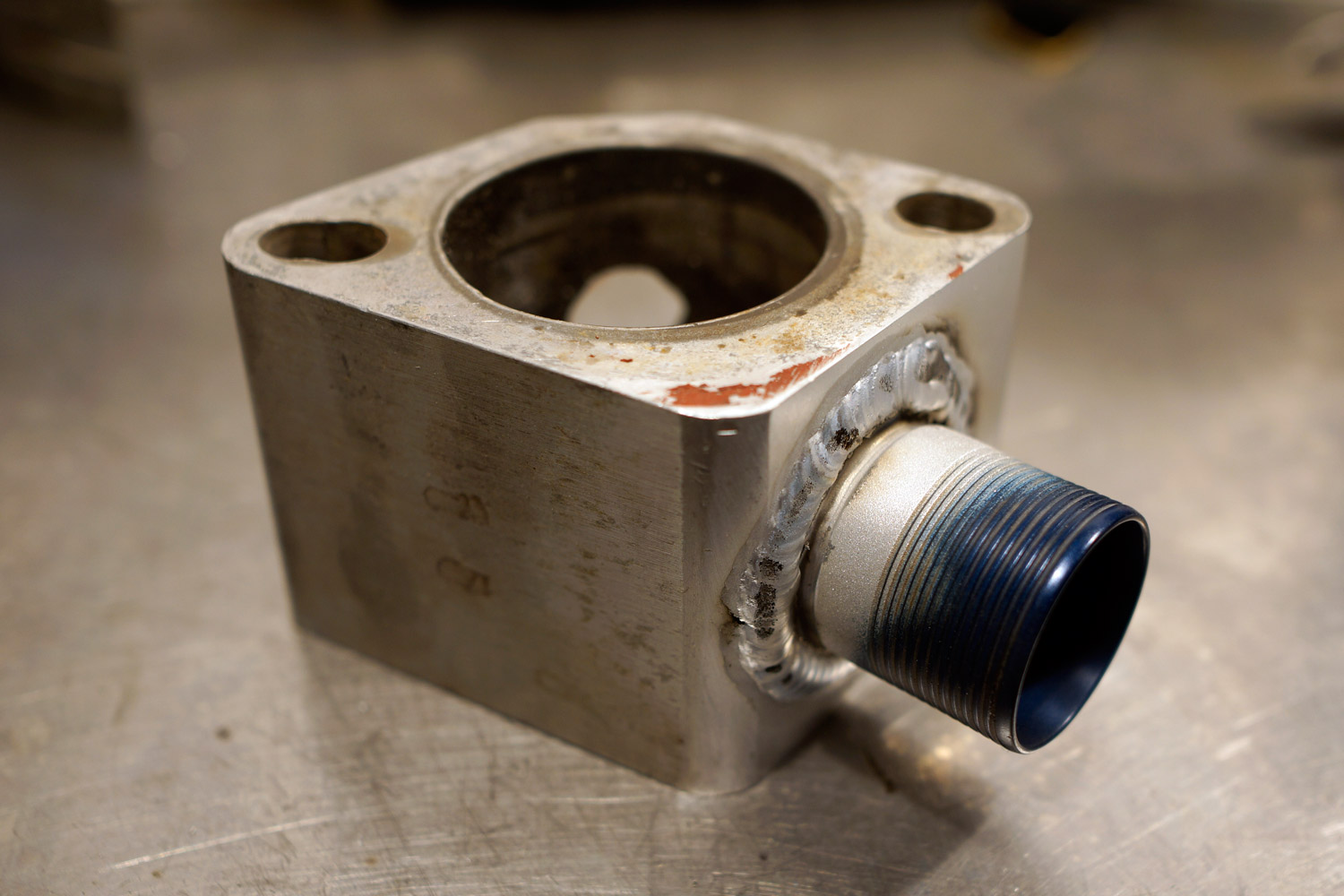
Nedan; Anslutningen kapades bort och därefter frästes en recess för att stumpen från wigginsanslutningen skulle kunna återanvändas som slangstos. Den skarpsynte ser att en recess även gjorts för svetsfogen.

Nedan; Färdigsvetsad och färdig. Helt färdigställd och fin… Färdig. …men ser den inte lite tung ut?
Orörd vägde den in på 450 gram. Halvt kilo termostathus… Det funkar ju inte.

Nedan; Jo men visst var den lite tung. Upp i fräsen och börja karva bort onödigt material. Grovfräsning med vanlig pinne och därefter finfräsning med fullradie. Lite nervöst på några ställen eftersom de gängade hålen verkade handborrade och knappast satt på några jämna avstånd. Men fräsen lät bli att slakta dem, trots en omättlig hunger på aluminium.


Nedan; Färdigt resultat, från 552 gram(!!!) till 185 gram. O-ringsanslutningar istället för packningar, liten styrning i nedankant för att alltid hamna rätt mot termostaten (eftersom jänkehålhålen gör att man kan placeras huset precis hur som helst) nya pluggar och nytt termostatlock.
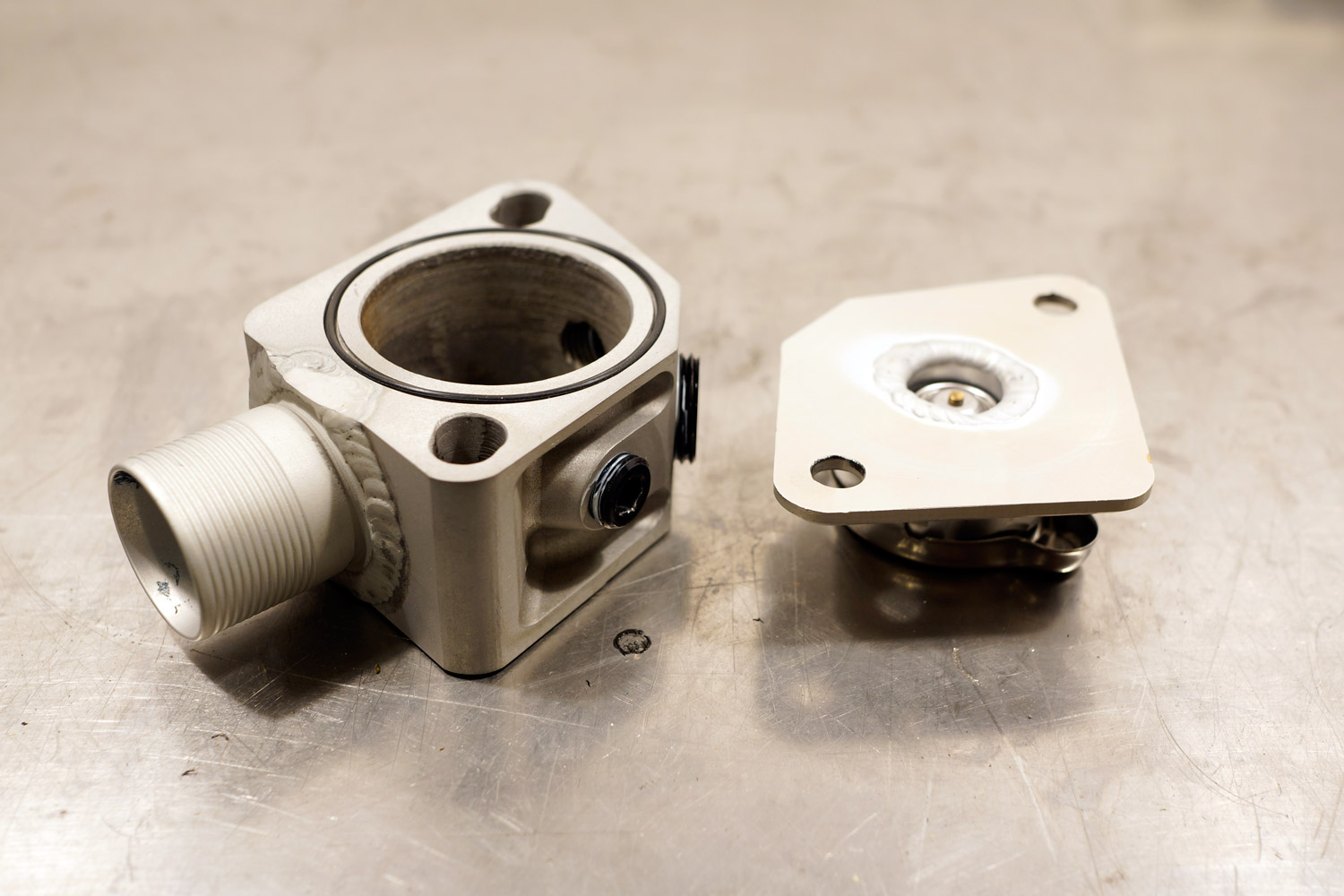
Nedan; Det går ju inte att återanvända samma lock som tidigare, nu när termostathuset blivit så fint. Sagt och gjort beställdes nytt termostatlock från staterna, anslutning från Kina och en Sverigetillverkad aluminiumstump. Notera att brickorna är försänkta… Nördigt.
Ja, det är försänkta ytor för brickorna så att dessa hamnar flush med resten av huset.


Det börjar närma sig att montera bitar ”för sista gången”. Mycket har varit monterat och sen isärplockat för att nästa stund monteras igen, men allt eftersom blir det slutgiltig ytbehandling på detaljerna och därefter monteras de för gott. Förhoppningsvis.


Ovan; Påfyllningsrör till tankplattan behövde ordnas. Från början var tanken att använda 50mm rör, men det visade sig bli lite för bra. Eftersom plattan var anpassad för 50mm rör, frästes en liten adapter (notera att det är radie på adaptern – viktigt med detaljer…) som kunde ta diameterskillnaden.
Nedan; Därefter svetsades det. Aluminium är fortfarande ganska lurigt, men delarna blev helt OK.



Ovan; Ett batteri med prylar tillbaka från eloxering. Fint resultat på det mesta och en väldigt bra, smutsavvisande yta.
Nedan; Som sagt är det viktigt med detaljerna. Den röda avluftningsventilen var enda röda detaljen på bränsleplattan, vilket gjorde att den helt enkelt eloxerades om i naturfinish. Dessutom konverterades den till instickskoppling istället för tråkig slangklämma. Med andra ord pressa ut axeln, ta ur kulan, svarva och gänga om hålet till rörgänga. Med facit i hand är det typ bara muttern som syns ovanför plattan… Men nu vet man ju att färgen är rätt vilket skapar frid i själen…



Ovan och nedan; Tankgivaren var egentligen för kort för tanken visade det sig. 60mm, eller 20 liter ungefär. Lite trist att aldrig kunna använda de nedersta litrarna, så en spacer svetsades på röret som sen svarvades rak. Mässingsförläningar tillverkades för att kunna skicka ner givaren i botten av tanken.
Nu kommer istället givaren visa full tank de översta 20 litrarna vilket blir betydligt bättre än att visa tom tank de sista 20 litrarna…


Nedan; Även tanklådan skickades in på eloxering för att slippa fula tumavtryck och annat i framtiden. Den hänger ner under bilen och kommer träffas av regnvatten från bakhjulen etc, så det blir ett enkelt sätt att ha bra ytfinish på den. Problemet var bara att det redan satt nitmuttrar i den och stål är tydligen no-no när man eloxerar. Sagt och gjort var det att släpa fram vinkelslipen, kapa bort 34 nitmuttrar och därefter nita i 34st nya efter att den eloxerats…


Nedan; Färdig catchtank! Total volym på catchtanken är 4,5 liter. Nylonslang eller aluminiumrör mellan pumpar istället för gummislang. Oetikerklämmor användes istället för traditionella slangklämmor då nylonslangarna är tunna. Walbro pumpar, en som förser catchtanken och en som förser huvudsystemet. Pumparna strömövervakas via elsystemet och om förbrukningen stiger (vilket innebär sliten pump) så kommer systemet varna innan pumpen förhoppningsvis går sönder.

Nedan; Några skumblock fick rensas ut för att catchtanken skulle få plats.


Nedan; monterat och klart. Notera gummilisten på aluminiumflänsen för att täta mot golvet så att inte vatten tar sig in. Saknas några dekaler för vad som är tryck och retur på plåten, men i övrigt är det komplett.


Kondensorn är på plats, och funkar inte enbart som AC-pryttel utan även som stenskottsskydd för kylaren… Kanske ett dyrt skydd, men kylaren är ju ännu dyrare! Skämt o sido, det blir något nät i fronten också för att hålla små barn och fåglar borta i alla fall.

Ovan; Gick visst lite fort i själva byggfasen här så kameran hann aldrig komma fram. I alla fall – blåa ramen sitter skruvad fast i kylarramen (grå). Kondensorn sitter därefter skruvad fast i den blåa ramen. På sikt, när fronten är på plats, kommer en kanal byggas mellan blå ram och front för att all luft som tas in i fronten ska pressas genom kylaren. 1mm aluminium, vikt ca 600 gram.
Nedan; Och där var det klart! Begagnad kondensor från en Volvo 850 visade sig matcha bredden perfekt på C&R-kylaren. Himla trist att hänga dit begagnade delar, men det kändes svårt att motivera nyinköp av en kondensor när man vet att donatorn fungerar. Om ett halvår ser man förhoppningsvis inte den längre när karosspaneler börjar komma på.
Ett halvår? ETT HALVÅR??? Sa jag ett halvår? Ett halvt decennium menade jag såklart, med nuvarande tempo…


Nedan; Svarvade fina skruvar att svetsa fast i ramen till kondensorn. Dessa håller som sagt kondensorn. När man ska svetsa aluminium är det bra att slå över svetsen till AC läget, istället för DC. Kör man på DC kan man värma i en evighet utan att något händer… Till slut smälter man sönder sina fina aluminiumskruvar…
Gör om gör rätt med andra ord. Nya fick svarvas och med AC-läget aktiverat gick det ”något” enklare att få dit dem…


Nedan; Svetsskruvarna ovan är de som kondensorn sitter infäst i. Muttern respektive skruvskallen är de som håller själva kåpan mot kylarramen. När fronten monterats skall det byggas en kanal från luftintaget i fronten som ansluter mot kylaren (rättare sagt kåpan runt kylaren som nu byggts).


Dags att tillverka staget mellan vipparmarna. Hade motorn varit ytterligare 5cm tillbakaflyttad hade det gått att bara dra ett stag rakt mellan infästningarna.
Nu sitter motorn där den sitter, och då får man helt enkelt nöja sig med det. Dessutom hade det blivit något enklare om den här förstärkningen fanns med i tankarna från början. Får villigt erkänna att denna biten tyvärr prioriterades bort i CADningen, precis som bakre krängningshämmare.


Ovan; Anpassa sig till redan lackerade ytor eller slipa och måla om? Det blev det förstnämnda istället. Var ganska enkelt att bygga staget, så det kan bli en revision 2 i framtiden om man skulle se att det rör sig för mycket.
För att krångla till det lite, frästes anslutande ytor mot ett annat rör, vipparmsfästet i det här fallet. Sen borrades hål i vipparmsrören som fick stegvis borras upp till 10.5 och därefer gängas till M12x1.25. Godset är ”bara” 6mm, så det fick bli fingängat för att få in så många gängor som möjligt.
Nedan; Over-engineered much? Invändiga rör där skruven kommer ansluta, tillsammans med fingängad skruv.


Nedan; När övre triangeln gjorts klar, fanns där en referenspunkt att utgå från. Enklare att göra så än att först göra vipparmsstaget och sen riskera att hamna för långt ner så att övre staget tog i ventilkåporna. Såklart blir staget inte symmetrisk på grund av generatorjäveln på förarsidan. Generatorjäveln. För de som funderar på varför inte passagerarsidan också kröktes för att få symmetriskt utseende är svaret det enkla att raka rör är bättre och böjda skall betraktas som en kompromiss. Kompromisser för man inte in på fler ställen än nödvändigt.


Nedan; Ganska klart nu. Förberedd infästning för främre stag enligt tidigare CAD-bild, men det får kompletteras med i framtiden istället. Odjuret är tillräckligt inburat för stunden.



Ovan; Lite förstärkningar görs vid krökningen för generatorn, samt där rören möts. Gissningsvis blir det även ett litet stag precis ovanför generator och vattenpump för att förhindra kycklingbens-effekten när det kommer lite last på staget…
Projektet är igång igen efter några veckors sommaruppehåll.
Plockepinn-kylarram-högen börjar bli klar och det är dags att svetsa ihop pusslet.


Ovan; Eftersom profilerna var eloxerade, lämnades de iväg för betning. Skönt att ha kliniskt rena detaljer att börja svetsa i – inte alltid man är bortskämd med det. Högra bilden visar färdiga torn. Finns lite att jobba med vad gäller svetsutseende, men i övrigt blev de bra.
Nedan; Torn monterade. Som man kan ana på bilden, hamnar nedre profilen i höjd med resten av chassiet. Återstår att se hur man kan attackera vägbulorna…



Ovan; 3D-printade stöd för kylaren att stå på, då den står snett i förhållande till profilen. Profilen hamnade dock plant för att kunna agera infästningspunkt för framtida plana underrede (någon gång långt långt fram i tiden…). Ska förstärka med liten alubit i bakkant på den blåa profilen när allt är provmonterat (högra bilden).
Nedan; Även tvärbalken sitter fast. Resultatet blev ultrastyvt, långt mycket mer än jag hoppats på. Kylaren kommer knappast riskera att trilla ner på marken…

Hög på endorfiner efter den lyckade SFRO-besiktningen gick det såklart inte att ta en paus från projektet. Fräsen vevades igång samma natt som besiktningen gjorts och delar till kylarramen började komma fram.
Kylarramen har evolutionerats fram i tankarna under en rätt lång tid. Inte för att det är någon rocket science, men den kommer även bära front och skärmar så den får inte vara sladdrig, men gärna lättare än originalets 15kg. Självklart görs den i alu – samma typ av profil som karossvaggan byggdes av, och slutvikten uppskattas till ca 4kg totalt. Mycket fräsning blir det och alla uppspänningar var inte helt triviala.
Viss nervositet för att ramen skulle upplevas som sladdrig fanns såklart, men magkänslan säger att den borde vara tillräckligt styv. Borde. Det är visserligen inte värre än att man får tillverka lite nya bitar, men det är både trist att göra om saker samt att åka runt med för mycket dödvikt.


Ovan; Det blir färre och färre prylar som snidas med vinkelslip numera. Alu är dessutom inte något smidigt ämne att skära med vinkelslipen. Lite CAM-beredning och sen ut i fräsen och jobba. Svårt att spänna in en U-profil tillräckligt hårt på högkant, men det gick ganska bra.
Nedan; Ytterligare urfräsning för att vikten närmar sig noll. När den tas bort ur fräsen, får den knytas fast i arbetsbänken så att den inte svävar iväg.







Ovan; Man kan göra saker enkelt för sig. Sen kan man göra saker svårt för sig. I det här projektet är det ganska få saker som tagit den enkla vägen. Fräsningen av en 900mm bred profil i en maskin som max kan ta 300mm åt gången resulterade i fyra (eller om det var fem) olika CAM-program för samma profil och ett gäng omtag. Men vad gör det? Resultatet blev ju hur fint som helst!
Nedan; Lite känsligt med att placera saker nära marken framför framaxeln. Sånt tenderar att ta i marken…
Dock har det ju utvecklats ett lyftsystem som lyfter bilen 50mm vid behov, så det borde gå att kylarramen sitter på samma höjd som resten av chassiet – dvs 90mm över marken.


Nedan; Färdiga bitar som svetsas samman – det blir nästan som lego. Alu är lite svårare att svetsa än stål, men övning ger färdighet. Ser OK ut, men finns lite att träna på vad gäller genombränning osv.


Kardanaxel blir, som allt annat, speciallängd för att passa med den tillbakaflyttade motorn. För många år sedan införskaffades en Ford Motorsport 3″ aluminiumkardan. Den verkar hålla för de flesta Fordägarna (Fordägare brukar ha fullt upp med att få resten av bilen att hålla, så de kanske inte märker att kardanen också går sönder…) och med tanke på att Pontiacen blir så lätt att ankare behövs när den skall parkeras, känns det som den kommer leva ett ganska bra liv i Pontiacen.
Längden var ju så klart fel, och att få tag på någon i Sverige som kunde tänka sig att korta en aluminiumkardan visade sig vara svårare. Balansering gick att lokalisera dock, men då behövde den vara färdigkortad innan.
En utmärkt anledning att införskaffa en AC/DC-TIG för att kunna göra jobbet själv med andra ord. Kortningen blir ju ganska dyr om man tar med svetsen i kalkylen, så det får man helt enkelt låta bli att göra. En AC/DC maskin är ju dock något som är väldigt bra att ha, och nu när man äntligen hittat en anledning att köpa en gäller det att passa på. Blir nog inte sista aluminiumprylarna på Pontiacen…

Ovan: Patienten på (det kliniskt rena) operationsbordet. 137mm skall kortas, men det behöver planeras lite eftersom änden för knutkorset inte går att spänna upp i svarven.
Nedan; Änden uppspänd i svarven. Den får svarvas rätt från början (en tolk tillverkades för att hitta rätt diameter för röret) eftersom chucken håller på de sista millimetrarna (som får stickas av innan den plockas ur). Inget vidare enkelt att spänna upp den – Ford verkar slarvat från början, så hela änden kastade drygt en millimeter (men sånt verkar man glatt balansera bort i serieproduktion). Efter ganska mycket om och men satt den dock rätt i svarven.




Ovan; Hmmm, det är något som saknas på den här kardanen…
Den gör sig helt enkelt bättre som polerad!
Nedan; Omsvetsningen närmast diffklumpen – jag antar att Ford är bättre på att svetsa än mig, och då är sannolikheten störst att den går sönder i den nya svetsen. Går den sönder, är det bra om det inte blir ett spett ner i asfalten som sliter loss hela bakvagnsinfästningen. Har inte gjort något fäste för det, men gissningsvis kompletteras axeln med en fångring i framtiden, även om det känns lite dragracingvarning på den…


Nedan; Same but different, som kinesen hade sagt! Kortad, polerad och balanserad! Visade sig att det var obalans i båda ändar (skäms, Ford!) men det fixade Göteborgs Kardanaxelservice till. Visade sig vara ganska få som ville balansera aluaxlar (eftersom alla svetsar på stålvikter), men ovan nämnda företag verkar ha gjort ett väldigt bra jobb.
Dekaltrimning, ja… Hmm. De två svarta parallella strecken är för att upptäcka om materialet vrider sig med tiden (dvs om axeln är på väg att bli utmattad). Texten tillkom av bara farten. Kardanaxeln döljs effektivt bakom avgassystemet, så knappt ens besiktningsmannen kommer kunna se den…

Återmonteringen fortsätter – lite plåt trillade in för någon vecka sedan vilket gjorde att de nya länkarmarna kunde byggas klart. Snart borde bilen åter igen vara ihopmonterad och det blir mindre och mindre kvar inför första SFRO.


Ovan; Äkta pussel. Vinkelslipen kom inte fram en enda gång! Upp i fixturen med dem och börja nästa ihop delarna. Som vanligt är det ont om bilder när man befinner sig i stridens hetta, och istället får man hålla till godo med TV-kocksvarianten… ”Jag har förberett en färdig länkarm här på bilden nedan”.
Nedan; …men en bild hittades i kameran i alla fall, precis innan TIG:en sparkades igång.




Ovan; Inte VM i TIG-svetsning direkt, men det börjar ta sig (förutom vänster i bilden – där är det kräkfult. Fattar inte vad jag sysslade med…)
Nedan; Och monterat, men utan spindel… och i närbild…




Ovan; Allt på plats och inshimsat för första gången. Extremt tight – inte mycket flex i upphängningarna, trots polyurethanbussningar på ett par ställen. Känns bra. Höger bild; Pushrodsen åkte såklart med på helsvetsning också när länkarmarna fixades. Ett par M16-mutter svarvades ur och pressades på efter helsvetsningen, samt låstes med några svetsloppor för att kunna justera dem.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}