
BLOG
Publicerat den
This tag gathers all CAD-related design work which has been done
Efter att hjulupphängningarna var avklarade och bilen (teoretiskt) hade kunnat komma ner från pallbockarna, är det ”bara” motorn kvar att färdigställa. Bara.
Senast gjordes insuget klart och monterades på motorn. Spacern mellan insug och spjällhus lär inte kunna användas, så den skippades efter denna bilden togs. Att bygga luftfilterlåda kommer bli ett projekt i sig, men tills vidare får det lösas temporärt.
Efter att insuget var färdigt, landade även andra elförzinkade motordetaljer lite lägligt i garaget.


Ovan; Elförzinkat i all ära, men att föra in ytterligare en kulör på motorn kändes som att det var risk att intrycket skulle bli för rörigt. Med andra ord lackades delarna svarta. Svart, gjutjärnsgrått och silver i form av aluminium eller rostfritt räcker gott och väl i form av färgnyanser på motorn. Elförzinkningen gör fortfarande nytta eftersom 1k-lacken inte är mycket att räkna med när det gäller rostskydd. I framtiden hägrar såklart CNC-frästa detaljer istället, när man kommer så långt på prioritetslistan. Högra bilden visar även nyeloxerade fästen för torrsumpspump, samt svarteloxerad remskiva.
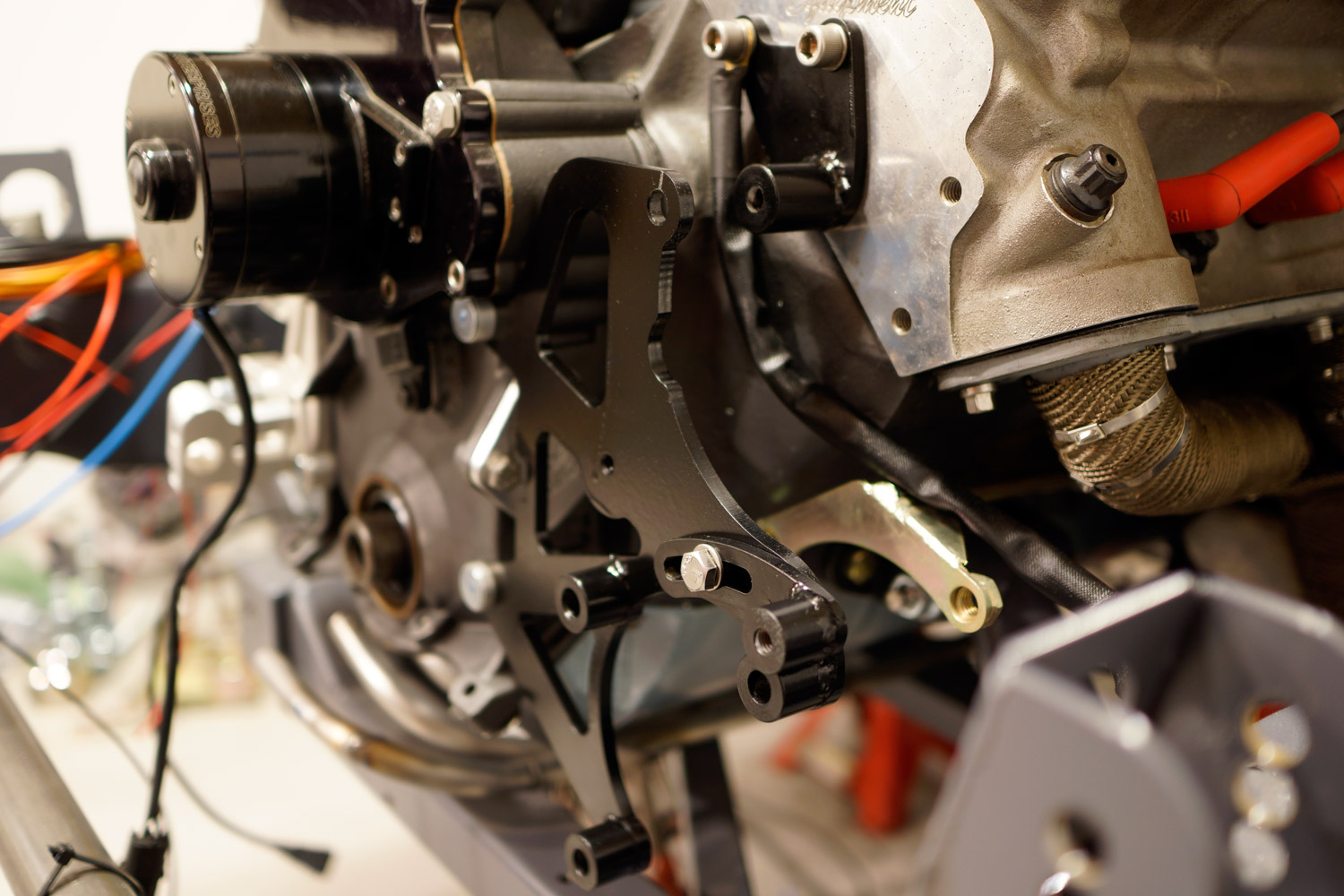
Nedan; Fäste för generator och AC-kompressor monterade. Guleloxerade biten (som missades vid målningen!) i bakgrunden sitter fäst i blocket. Lite röriga bilder att kolla på, men fästena sitter monterade med samma skruvar som håller bröstkåpan på motorn.




Ovan; Andra vinklar på samma detaljer. Det är stabilt, som en viss tandläkare hade sagt.
Nedan; kompressorn monterad och därefter kom även generatorn på plats. Till och med en multiribrem har hittat dit. Längden på remmen bestämdes först, därefter placerades komponenterna på motorn i datorn och sen ritades plåtarna. Med andra ord var det bara att åka och handla rätt remlängd och hänga på den.

Förhoppningsvis åker hjulupphängningarna ihop nu för sista stunden innan det är dags för jungfrufärden. Det ser rätt mysigt ut när det är färg på alla prylarna får man nog säga.


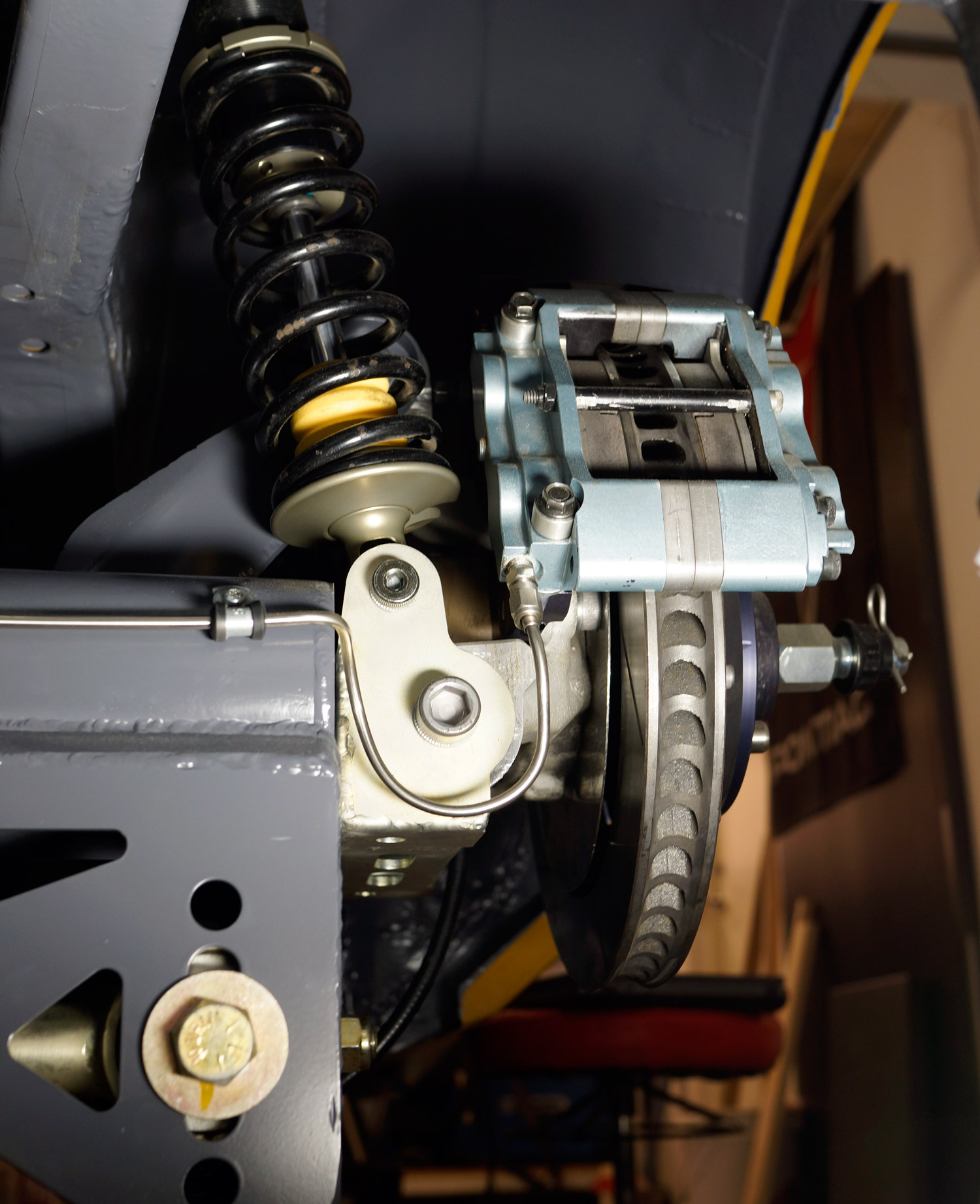
Ovan; Dedionen har lackats i Temadur polyurethanfärg, bruten i RAL7015 som allt annat under skalet. Den var inte nådig att spruta med tanke på att där är ungefär en miljard skrymslen och vrår som skall täckas utan att det ska bli rinningar någon annanstans. Fick bli att pensla alla dolda ytor och inuti rörstumpar etc där man var övertygad att sprutan inte skulle komma åt. Därefter sprutades alla enkla ytor och till slut penslades alla skrymslen som missats igen. Hittar fortfarande en del här och där som man kan ana grundfärgen igenom men det får duga nu. Hållarna för spindlarna är gulkromaterade i något värdelöst miljöbad. Det var bättre förr när inte alla företag var ISO14000-certifierade… Får se hur länge det håller. Rostfria bromsrör, för det är snyggt.


Ovan; Infästningar för nedre länkarmar. Allt eftersom skruvar momentdras, märks de med ett färgstreck. Mest för att enkelt kunna se om man kom ihåg att spänna skruven, eller om den rört sig när allt börjat vibrera… Bromsslang mellan kaross och dedion, samt drivaxlar skymtar också på bilderna. Även P-bromsvajrar skymtar på bilen – en av få saker som är original Firebird -70.
Nedan; Diff och drivaxlar. Diffen sitter monterad i förlängning av burem. Drivaxlarna är kortade, kommer få följa med tills bilen är provkörd och därefter blir det till att beställa riktiga axlar. Även slangstosen för bromskylning skymtar på högra bilden till vänster om drivaxeln.



Ovan; Panhardstag. Steglöst justerbart i karossen och hål i dedionen. Tornet för tredje länken syns också, samt hållaren till diffen märkt Pontiac. Diffen sitter i fyra infästningar, vilket visade sig vara ett H-e att montera. Tre infästningar hade varit betydligt bättre (och så som den sitter original, men ibland tänker man inte på det uppenbara).
Nedan; Bromsok, coilovers och infästningen av panhardstaget. Coilovers monterade längst ut ger motion ratio 0.98:1, dvs tämligen bra. Belastningarna på själva dedionen är förhållandevis låga, då momentet från acceleration går in i diffen (och därmed buren), samt coiloverserna sitter infästa rakt ovanför spindlarna vilket ger väldigt små (obefintliga) brytkrafter. Kvar är moment från insbromsning, samt flex vid acceleration som kommer resultera i (mer eller mindre) toe-out – en nackdel med många dedioners konstruktion. I detta fall har godstjockleck dimensionerats för att hålla flexet till en acceptabel nivå.

Nedan; Det är totalt omöjligt att få översiktsbilder med kameran, så här är några bilder från CADen.



Vad är bättre att bryta av lite elektronikjobb med än gammal hederlig mekanik? Eftersom bilen är strippad och tanken är att lämna några kilo delar till ytbehandling så behövde de där sista projekten bli klara också. Däribland centrummutterlösning 2.0. Ja, korrekt – den är fortfarande inte nere från pallbockarna, och redan börjar uppgraderingen…
Uppdaterar till Porsches modell av centrummutterlösning. Det spar vikt men framför allt består den av något färre detaljer än förra och håller ihop hjullagret fram bättre än med förra versionen. Något som missades förra gången. Version 1.0 är inga problem med egentligen, och den kommer sannolikt bli till salu någon gång under våren/sommaren.
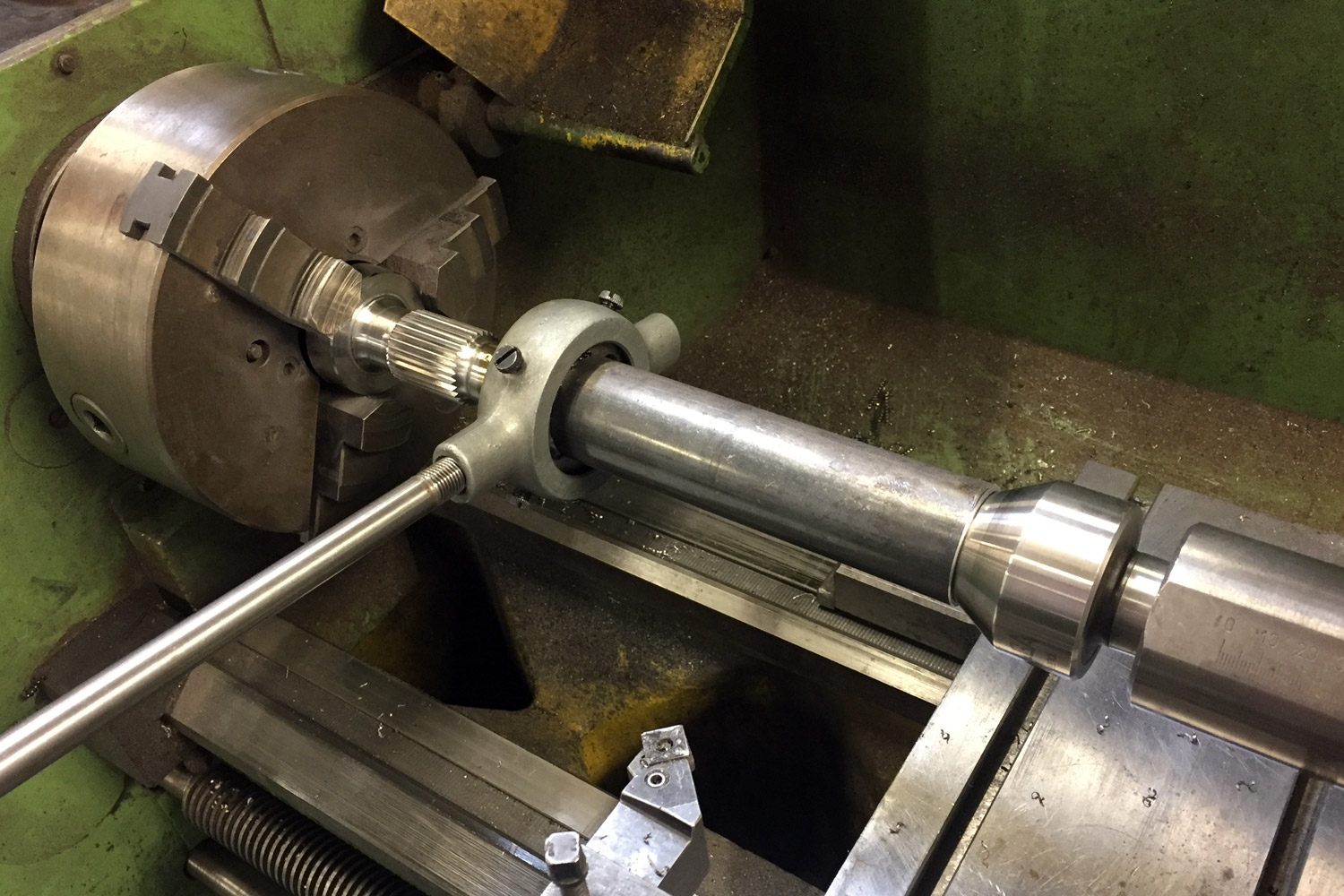
I version 2.0 är det en genomgående skruv som även håller ihop hjullagret. För att låsa axeln vid montering av hjulet, behövdes det dock lite splines. Det har aldrig gjorts hittills i projektet, och delningsapparaten har varit tämligen oanvänd.

Ovan; Gamla systemet byts ut till förmån för genomgående axel där rotationslåsningen består av splines istället för endast friktion som det var tidigare. Förra modellen hade mutter på baksidan, men denna träs igenom och har bara mutter på framsidan (samt en mutter som håller den låst mot hjullagret) vilket i teorin borde reducera riskerna lite.


Ovan; Hur delningsapparaten fungerade listades ut via diverse forum och youtube. Därefter gjordes några provaxlar innan rätt dimension bestämts. Sen var det bara att spänna upp axlarna och börja veva.
Nedan; Med färdiga splines var det dags för finskären samt gängning. Spänner man ögonen, ser man att det är radier vid varje diameterövergång. Dessa gjordes i delningsapparaten innan axlarna plockades ner. Allt för att undvika sprickbildning.

Nedan; M28x1.5mm på innersta gängan. Gängdockan nådde inte så långt in, så ett rör svarvades som stöd och några tiondelar lämnades på axeln för att få bra styrning på snittet. Därefter vevades snittet manuellt, samtidigt som dubben också vevades efter för att säkerställa att snittet gick rakt.

Nedan; Färdigt resultat.


Nedan; När axlarna var färdiga, var det dags att lämna in allt till ytbehandling. Nu är förhoppningsvis varenda pinal som skall skall skyddas från rost med i pallen…

Kondensorn är på plats, och funkar inte enbart som AC-pryttel utan även som stenskottsskydd för kylaren… Kanske ett dyrt skydd, men kylaren är ju ännu dyrare! Skämt o sido, det blir något nät i fronten också för att hålla små barn och fåglar borta i alla fall.

Ovan; Gick visst lite fort i själva byggfasen här så kameran hann aldrig komma fram. I alla fall – blåa ramen sitter skruvad fast i kylarramen (grå). Kondensorn sitter därefter skruvad fast i den blåa ramen. På sikt, när fronten är på plats, kommer en kanal byggas mellan blå ram och front för att all luft som tas in i fronten ska pressas genom kylaren. 1mm aluminium, vikt ca 600 gram.
Nedan; Och där var det klart! Begagnad kondensor från en Volvo 850 visade sig matcha bredden perfekt på C&R-kylaren. Himla trist att hänga dit begagnade delar, men det kändes svårt att motivera nyinköp av en kondensor när man vet att donatorn fungerar. Om ett halvår ser man förhoppningsvis inte den längre när karosspaneler börjar komma på.
Ett halvår? ETT HALVÅR??? Sa jag ett halvår? Ett halvt decennium menade jag såklart, med nuvarande tempo…


Nedan; Svarvade fina skruvar att svetsa fast i ramen till kondensorn. Dessa håller som sagt kondensorn. När man ska svetsa aluminium är det bra att slå över svetsen till AC läget, istället för DC. Kör man på DC kan man värma i en evighet utan att något händer… Till slut smälter man sönder sina fina aluminiumskruvar…
Gör om gör rätt med andra ord. Nya fick svarvas och med AC-läget aktiverat gick det ”något” enklare att få dit dem…


Nedan; Svetsskruvarna ovan är de som kondensorn sitter infäst i. Muttern respektive skruvskallen är de som håller själva kåpan mot kylarramen. När fronten monterats skall det byggas en kanal från luftintaget i fronten som ansluter mot kylaren (rättare sagt kåpan runt kylaren som nu byggts).


Karossen är tämligen uppstyvad tack vare en rad modifieringar så som bur, subframe connectors och sömsvetsade skarvar. Det märks ganska påtagligt – bland annat genom att bilen bara står på tre pallbockar, trots jämnt golv. Trodde det fenomenet skulle försvinna allt eftersom det monteras komponenter, men det kvarstår fortfarande trots att bilen börjar närma sig tonnet som den står.
Akilleshälen är dock fortfarande motorrummet. Böjstyvheten är ordnad genom att buren dragits fram till vipparmsinfästningarna i hjulupphängningen. Dock är vridstyvheten fortfarande sämre än resten av karossen. Undersidan har fått sig en omgång i samband med att subframen byggdes, men ovanför sitter det en motor i vägen…
Med andra ord är det dags att bura in besten.



Ovan; Rätt många utförandengicks igenom innan det kändes klart. Helt klart är att stagningen inte är helt optimal – det sitter en motor i vägen. 5cm längre bak och det hade gått betydligt bättre. Om inte om hade funnits med andra ord.
Motorrummet må vara stort, men det börjar ändå bli ont om plats. Kombinera platsbristen med saker som rör sig, tex krängningshämmare och länkarmar så blir det ännu mer intressant.
Nedan; CADen verifieras löpande med… eh. tejp-CAD… Lite olika versioner har gjorts och tejp är ett bra sätt att snabbt få en känsla i verkligheten för hur det ser ut. Höger har tex uppenbara brister medans vänster är helt f-ing outstanding. Så det blev vänster.




Ovan; Garagets nya Swiss Army Knife fortsätter att leverera. Notchningar visar ju sig vara en baggis att köra fram i fräsen, istället för att hålla på och krångla med hålsåg och annat. 2 minuter och sen är det färdigt. Lite fasning av kanterna på det bara och sen får svetsen göra resten.
Nedan; Övre triangeln görs av alu. Dess främsta uppgift är att stabilisera tvärstaget mellan vipparmsinfästningarna.
För att ens kunna bygga staget mellan vipparmsinfästningarna behövdes lite referenspunkter. Med andra ord fick övre triangeln byggas först för att säkra frigång mot tex ventilkåpor. På några ställen är det gott om ont om plats (hängde du med?), men motorn rör sig förhoppningsvis relativt lite


Nedan; Kanske lite tydligare vad gäller platsbristen. Skruvarna till ventilkåporna kommer kortas.

Härnäst blir det förstärkning mellan vipparmarna.
Med torrsump på rätt plats i djupled var det dags att få dit AC-kompressor och generator, vilka blir de enda tillbehören. Servot är eldrivet och sitter på rattstången och vattenpumpen är också eldriven, så installationen blir ganska clean.
AC-kompressorn har monterats längst ned pga att den var tyngst.


Ovan; För stunden är plåten som håller generator och kompressor gjord av stål. Numera finns det ju en fräs i garaget, så framtiden får utvisa om lättare komponenter hittar dit. För att få den där riktigt stabila, flexfria infästningen av generatorn sitter den skruvad både i toppen och i plåten. Ultrastabilt var ordet.
AC-kompressorn hamnade under med gott om plats till grenrör och framvagnsbalk. Lite trist med begagnad kompressor när allt annat är nytt, men den får väl putsas upp lite i framtiden.
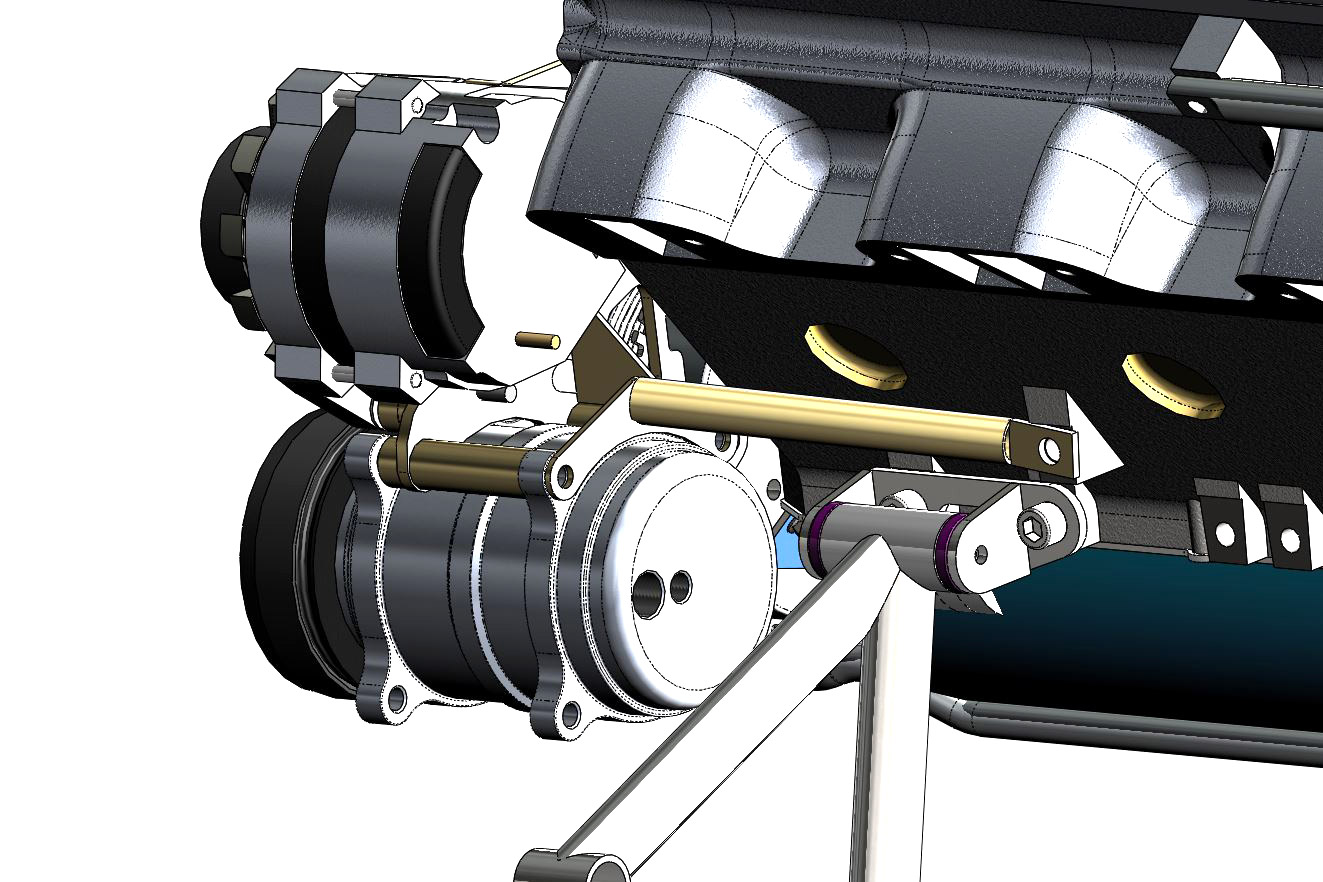
Nedan; Även kompressorn sitter riktigt stabilt tack vare att den är skruvad i blocket. Lite svårt att ta foto på, men CAD-bilden till höger borde förklara principen, även om alla plåtbitarna inte riktigt finns där. Skönt att den där bränslepumpsblockeringsplattan för 40 dollar med risigt fräst fågel syns så extremt mycket. Kommer sticka en direkt i ögonen när man sticker in huvudet innanför framhjulet…



Ovan; Sådärja! Det blev väl inte så pjåkigt, och framför allt relativt kompakt!
Tänkte börja med förenklad remdragning, dvs att inte använda det extra löphjulet. Om det visar sig att remmen slirar på generator eller AC-kompressor finns möjligheten att fixa längre rem och dra den via löphjulet. Att spänna remmen görs med hjälp av klassiskt långhål för generatorn (nedersta skruven på högra bilden)
Nedan; Jo, men det blir ju rätt bra. Skulle vilja haft generatorn lite längre in mot centrum, men då tar pluspolen från baksidan i topplocket och det är typiskt dåligt. Normalt sett sitter komponenterna ca 7-8cm längre fram på motorn. För att inte ha en torrsumpspump som sitter ännu längre fram än så och vinglar, flyttades allt tillbaka så långt det bara gick. Det ger dessutom en hyfsat kompakt motor.

bufk

Ovan; Första länkarmen är klar. Blev riktigt bra och lätt faktiskt. Hade blivit ännu bättre om den faktiskt passat på bilen också…
På bilden har redan vinkelslipskirurgen varit framme och markerat vilka delar som skall opereras bort.
Förbannad vare den ingenjörajävel som mätte fel på svetsfixturen till länkarmarna. Må denne trumlas i ett bad av svarvspånor och tvagas med rostfri stålborste tills att han lovar att dubbelkontrollera kritiska mått!
Felet upptäcktes såklart efter att första armen minutiöst svetsats färdigt och skulle monteras. Plötsligt skiljde det 4mm mot innan. Nya svordomar som inte hörts på denna jord uppfanns i samband med upptäckten.


Ovan; Svetsfixtur med början till andra bärarmen monterad. Här i korrigerat skick – på vänstra axeln kan man skymta en bricka, 4mm tjock. Det var vad som krävdes för att korrigera problemet.
Högra bilden visar ett försök att illustrera felet. Högra infästningen ligger kloss mot väggen, medan vänstra sidan hamnar 4mm från väggen.
Den lilla justering som behövde göras, gjorde att det lilla avstånd mellan vipparm och länkarm blev ännu mindre. Oroväckande lite för att vara lite tydligare. Med andra ord behövde alltså inte bara svetsfixturen åtgärdas, utan länkarmen behövde konstrueras om.
För Euler är nämligen inte så glad i böjda rör utan att man går upp i dimension eller gods…
Försök till ändring tog stopp nästan direkt; lokale rörkrökarn hade inte 30mm-prismor vilket gjorde att rören jag hade hemma inte kunde bockas. 28mm- och 32mm-prismor fanns, men varken rörkrökarn eller undertecknad hade rör i rätt dimension.
När smogen hade skingrats och ingenjörajäveln (samma som klantade till svetsfixturen tyvärr… alltså undertecknad) fått hämta sig lite från motgångarna konstaterades det att det kanske var bättre att börja i CAD-burken för att se vilken godstjocklek som faktiskt behövdes för att länkarmen skulle hålla. Istället för att gissa blint.


Ovan; Sagt och gjort så vevades CAD-burken igång och det konstaterades ganska snabbt att ett 32×2 rör (som fanns hemma) inte var tillräckligt.
Nedan; Ett 32×3 rör visade sig inte heller vara tillräckligt (vänstra bilden), trots adderad förstärkning. Nästa steg, 32×4 kändes principiellt fel (länkarmar skall inte byggas av pansar, utan skall gå sönder när det smäller). Det behövdes alltså lite mer material, speciellt i bocken, för att armen skulle hålla. Med tanke på att lastriktningarna är kända, kan man ju använda fyrkantsprofiler istället för att kötta på med mer material där det behövs. Eftersom utrustning för att bocka fyrkantsprofiler saknas, fick det bli laserskuren plåt. Prata snällt med mössan i hand och hoppas på att laserleverantören var på gott humör med andra ord (fast det är han alltid).
Sagt och gjort – 3mm gods och rektangulär form löste biffen (vänstra bilden) – den där von Mise verkar nöjd, och nu klarar bärarmen en smäll utan svårigheter. Utseendet lämnar lite att önska, då runda rör är mer estetiskt tilltalande. Länkarmsstyling är dock inte en vedertagen term än, tack och lov.


Nedan; För att vara säker på saken kollades att den nya, kraftigare, länkarmen fortfarande går sönder före infästningarna på ramen. Det verkar den göra, tack och lov.


Ovan; Sen skulle bara profilerna ritas upp lite snabbt. Skulle inte vara några konstigheter, utan bara vanliga enkla former, helst symmetriska så att det är samma uppe och nere, samt på höger och vänster. CAD-onanisten hade dock andra ambitioner och konstaterade att det fanns ”Room for improvement” vad gällde dagens design. Antagligen fanns det viss abstinens då det varit ont om CAD i projektet på sistone. Med andra ord blev det integrerade låsningar mellan plåtarna för att förenkla montering, antalet lösa detaljer reducerades från nio till fyra och lite andra små trolleritricks bakades in.
Nedan; Det vankas smaskig plåtsallad när det skall svetsas sen. Vertikala profiler häktas i varandra, och övre och undre har ”svetsspår” för att förenkla svetsning. Förstärkning mellan rör och fyrkantsprofil har integrerats i övre plåten, men ansluter ändå i mitten på röret.


Slutresultatet blev faktiskt riktigt bra, även om utseendet påminner mer om en offroad-länkarm än något lättviktsbygge. Trots ändringen, ökade bara vikten med ungefär 250 gram. och en meter svets…
Bra bromsbalans mellan fram och bakhjul innebär bromsvåg. Detta hade ganska enkelt kunnat integreras i bromspedalen vilket inneburit att cylindrarna kunnat skruvas direkt på torpedväggen. Det innebär dock att om man någon gång skulle vilja gå tillbaka till servoassisterad bromsfunktion så får man börja kapa och svetsa i torpedväggen vilket kanske inte alltid är så kul. Det finns ändå en risk/chans att bilen kompletteras med servo i framtiden om pedalen skulle visa sig vara allt för tungtrampad.
För att både kunna äta kakan och ha den kvar letades en box, där vågen installeras i, upp. Grundtanken var att tillverka en egen (så klart!), men denna Sellholmbox dök upp på en säljesannons till ett överkomligt pris.

Ovan; Tanken var alltså att det skulle se ut så här om det var hemmagjort. Nu trillade det ju in lämpliga detaljer i färdigt skick, och då kändes det inte lönt att gå sin egen väg längre…


Ovan; Wilwoodcylindrar i lämpliga diametrar, samt Sellholm box.
Nedan; Cylindrar monterade och även en bild på delarna installerade. Orgie i egentillverkade prylar… Vippan till själva bromsvågen fick tillverkas och skymtar på bilden. Även axeln till hållaren. Eftersom jag bara hade tillgång till metriska brotschar (att ta upp hål i vippan med) fick det tillverkas ett nytt rör till bromsvågen som hade metrisk utsida. För att inte få in damm eller motorljud i kupén, användes en gummibälg från MecMove. För att få denna att sitta fast mot torpeden, 3D-printades en fläns att fästa dem mot som i sin tur skruvades mot bromsvågen. Många detaljer som knappt syns när det väl är klart.


Nedan; Färdigt. Även bromsrör på plats. På bilden syns även lite andra prylar -3D-printade hållare till dämparresevoarerna och kopplingscylindern. Den sistnämnda kommer lite mer om nästa vecka.

När det gäller kringutrustning på motorn, brukar dessa vara relativt spatiöst utplacerade. Det har såklart och göra med de omständigheterna som gällde just när GMs ingenjörer skulle placera dessa. Platsen fanns säkert och då var det ingen anledning att försöka tränga ihop saker och ting.
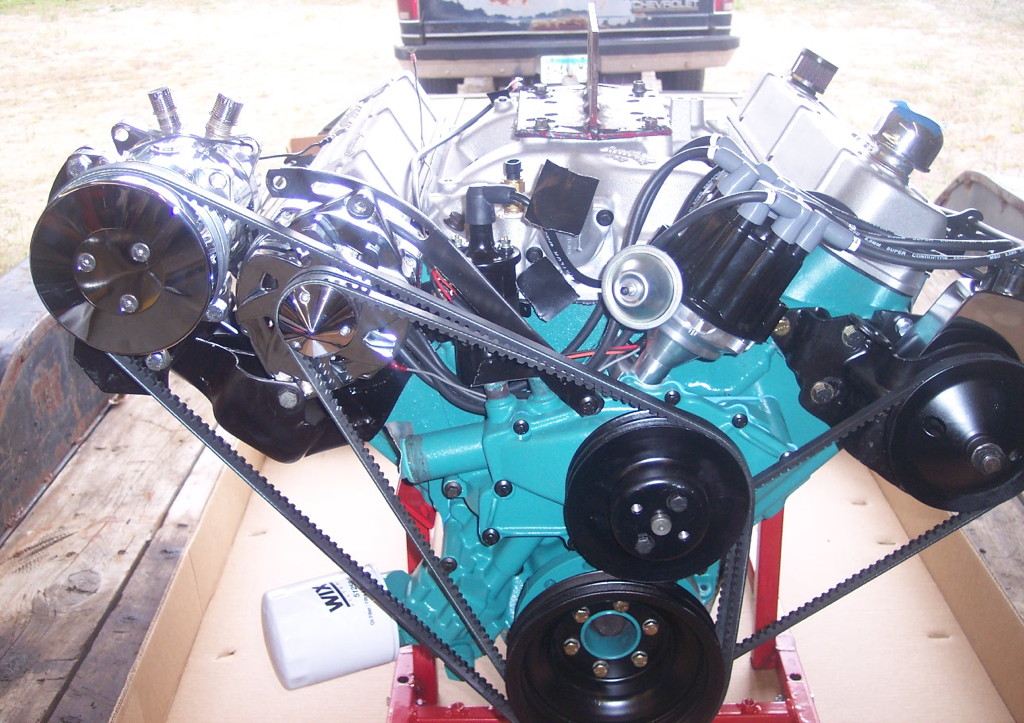
Men för detta projektet finns det en del förbättring. Dels har V-remmar en tendens att vibrera på höga varv när de ser ut som på bilden nedan, men framför allt är det rätt många tunga komponenter som sitter placerade väldigt högt. AC-kompressorn väger tex rätt många kilon och hade nog passat bättre längst ner osv.
I Pontiacens fall är det ganska mycket som ändrats, och som därmed påverkar förutsättningarna. Till exempel är vattenpumpen eldriven istället för remdriven. Det innebär att de andra kompenterna inte kan placeras fysiskt lika högt längre eftersom remmarna då tar i utsticket på vattenpumpen. Lika så servopumpen utgörs ju numera av en elmotor även den. Med andra ord har alltså komponenterna reducerats något.

Ovan; Det finns inget som säger att det på bilden inte fungerar bra. Men det finns inget som heller säger att det inte går att förbättra lite. På bilden är vattenpump, servopump, AC-kompressor och generator remdrivna. Servo- och vattenpump är eldrivet på Pontiacen och högsta prioritet var att sänka tyngdpunkten.
Nedan; Första utkastet till monteringsplåt gjordes för att faktiskt kunna se hur delarna hamnade och avstånden från andra komponenter. Där går ingen pappskiva att använda, så jag kostade på mig en skuren plåt.

Nedan; Knappast första försöket i datorn… Snarare trettiosjunde, men nu börjar det likna något. På bilden syns generator, AC-kompressor och torrsumpspump. Torrsumspumpen går på separat rem pga utväxlingsförhållandet. AC-kompressorn sitter lägst eftersom den var tyngst och generatorn ovanpå för att hålla drivremmen till högersidan på motorn. V-rem lämnas till förmån för multirib, för att därmed kunna lägga till ett extra remhjul och då öka ingreppsytan på både generator och kompressor.
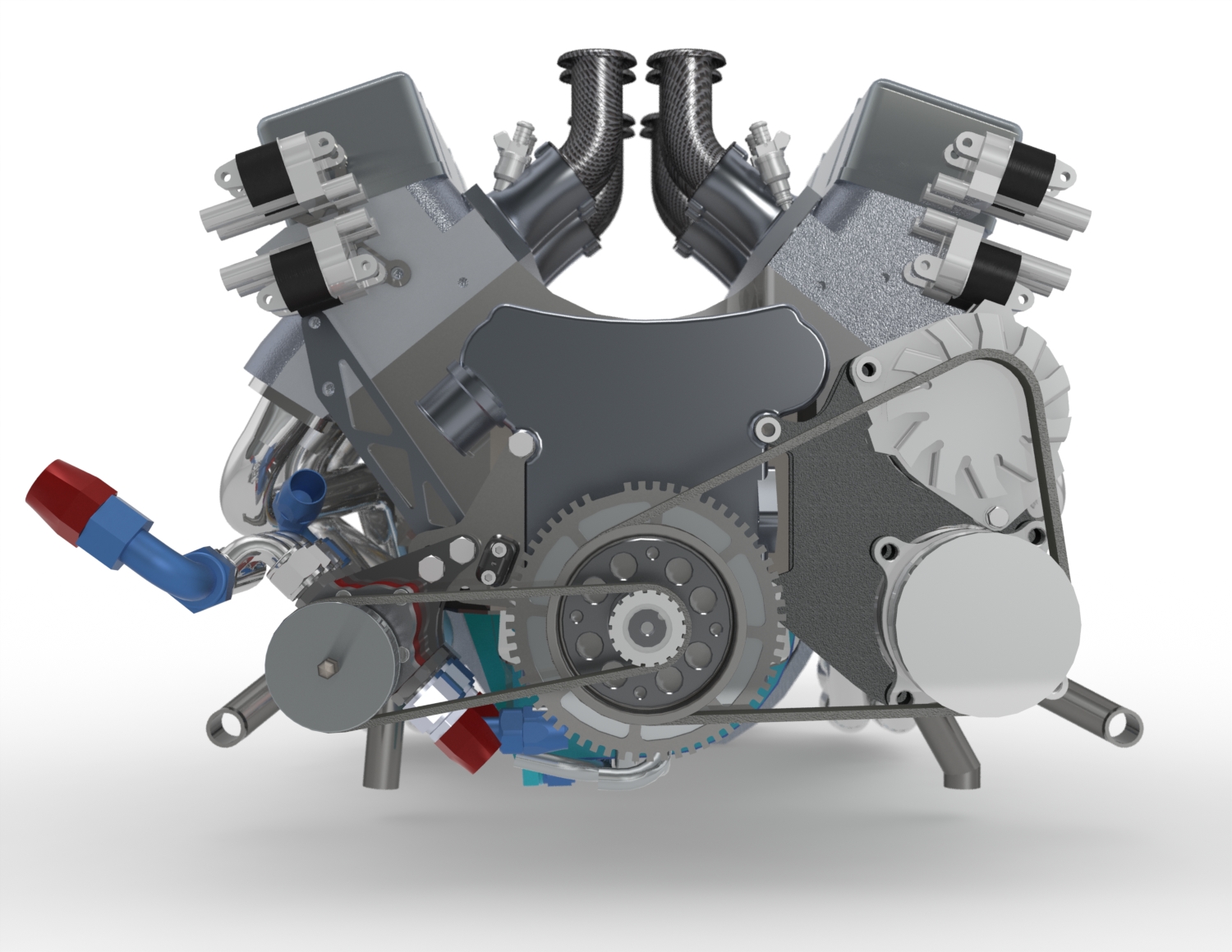
Nedan; Några revisioner senare i datorn ser det ut så här. AC-kompressorn stagas i bakkant mot motorblocket och blir på så sätt en bärande detalj i konstruktionen. Generatorn kommer även skruvas mot toppen (plåtblecket vid sidan om generation), om det behövs. Tjockare gods då 4mm var lite i klenaste laget. Några lagom lättningshål utplacerade för att hålla vikten på rimlig nivå gjordes också. Slutligen gjordes justerplåten för generatorn (och därmed remspänningen) som en lös detalj istället, på så sätt kunde mer justermån klämmas in utan att det tog i generatorn i innersta läget.
Längden på remmen kan varieras mellan 1280mm och 1360mm vilket borde räcka. Kanske skulle kollat att längder i det intervallet går att beställa också innan ordern på plåt skickades…
Hur liten detalj får en uppdatering av hemsidan egentligen innehålla? Hur liten som helst är väl svaret…
Även om drivlinan har fungerat tidigare, har det gjorts översyn av vissa detaljer. Detta pga man lär sig av erfarenhet, och det var ganska många år sedan som den unga, okuldsfulla BorgWagner T56-lådan motvilligt giftes bort med en ful, gammal rugguggla till Pontiac-motor. 12 år sedan (2003) ganska exakt. På den tiden var det fortfarande ganska nytt med T56-lådor i äldre bilar och i princip obefintligt med anpassningar till annat än Cheva smallblocks. Numera finns det en uppsjö av adapterplattor, växellådsbalkar osv som gör att man kan montera dem i vilka bilar som helst, men då fick man smida ihop sin egen adapter.
Av den anledningen har avståndet mellan motor och växellåda fått en extra översyn. I samband med detta byttes även (den egentillverkade, såklart) pilotbussningen. Original sprängkåpa används, men det som skiljer denna mot en vanlig installation är att en tryckande kopplingsplatta används istället för de dragande som brukar följa med lådorna. Detta då utbudet av tryckande är (eller i alla fall var) lite större.


Ovan; När veven ändå var ur, borrades den gamla pilotbussningen ur och hålen mättes upp med mikrometer för att se hur stor en bussning skulle vara. Tidigare bussning var en av de första objekten i min svarv-karriär, och lämnade nog lite att önska i alla möjliga mått. Monterad med Loctite lagermontering och några körnslag här och där går det mesta att hålla fast…
Nedan; Min föreläsare inom ritteknik hade varken godkänt måttsättning, typsnitt eller vyplaceringar. Men å andra sidan var hans största argument för att lära sig måttsättning för hand inte att att det är viktigt att lära sig grunderna innan man börjar i datorn, utan att ”ni tror väl inte alla har en egen dator med CAD-program när ni får jobb??”. Tjena, detta var 2004. Argumentet att man måste lära sig gå innan man kan springa hade nog övertygat fler studenter att inte sova på lektionen…


Ovan; Men eftersom det nu är 2015, har inte alla bara en egen dator, utan till och med en egen CAD-licens att leka med också. Hela världen är tillgänglig på en 4″ display i fickan, det finns skrivare som skapar detaljer från en plastremsa och dagstidningar kan skickas digitalt. Fantastiskt!
Flänsen på vevaxeln (grön) ritades in korrekt i förhållande till blocket, och ingående axel på sprängkåpan (lila) och flänsen för urtrampningslagret ritades också upp med korrekt förhållande mellan anläggningsytan på sprängkåpan. Stapeln på svänghjulet (blått) representerar kopplingens totala bygghöjd. Sen var det bara att rita upp en ny pilotbussning, med styrning på två av de tre ytorna.
Den skarpsynte ser att det behövs en spacer mellan låda och block också…
Nedan; En halvtimme i svarven producerade en ny bussning med betydligt bättre toleranser än den gamla, och när ändå vevaxeln var demonterad var det enkelt att pressa i den. Det syns dåligt på bilden, men innanför bussningen ligger faktiskt en liten gängad bricka som är rotationslåst mot bussningen (och en liten droppe loctite). Den dagen det är dags att byta bussning, är det bara att sticka i en M12-skruv och dra ut den gamla. Viktigt att tänka på framtida servicevänlighet…
Funderade på att göra lösningen integrerad i bussningen, men fegade av någon anledning ur.


Motorn är på väg ihop igen. Nya lager, nya packningar och en polerad vevaxel äregentligen enda ändringen sedan tidigare. Ren upprustning med andra ord. Den är redan rätt så potent och något mer trimbehov finns inte i dagsläget.
Specen ser ut så här;
Lagren visade efter knappt 100 mil ganska högt slitage varför veven har polerats. Det finns anledning att misstänka ett krånglande oljetryck som boven i dramat och som nu förhoppningsvis är åtgärdat.
OM oljetrycket skulle fortsätta krångla blir det till att riva hela motorn och börja leta felorsaker. Det har inte gjorts denna gång pga tidspressen – motorn behöver hamna i bilen snart för att systemen kring denna skall kunna konstrueras och därför var ett tvåmånadersprojekt med motorn föga lockande. Även om oljetrycket fortsätter krångla lite, kommer den i alla fall hålla över besiktningar och när väl pappren finns i handen kan bilen lämnas till lackering samtidigt som jag bygger ny motor. Prioriteringar med andra ord…
Men, inget ont som inte har något gott med sig. Ett motorprojekt måste så klart spåra ur, och det är ju inte helt omöjligt att fodra ner blocket och byta vev så att motorvolymen blir 301 istället för 400cui. Denna historiska motorvolym hade passat bilmodellen otroligt bra, samtidigt som V8:or låter rätt härligt på 10000rpm. Dessutom finns det ett Kinslerinsug som ligger i gömmorna i garaget. Med andra ord hade nästa version av motorn sett ut något sånt här istället. Nästan så att man hoppas på fortsatta problem för att ha en ursäkt att bygga ny motor!



Ovan; Nya lager och vevaxelpackning. Använder BOP-engineerings packning istället för original-rep som brukar börja läcka inom 10 mil…
Nedan; Det är alltid svårt att komma ihåg att dokumentera nya prylar. Så fort man får dem i handen vill man montera dem, varför kameran ibland glöms av. När jag tittar i kameran är den enda bilden på den nypolerade veven tagen strax innan överfallen åker på. Försökte kontrollera lagerspelet med lite plastiguage, men jag tror Mekonomen har haft sina plastigauge på hyllan för länge eftersom den var snustorr och pulveriserades så fort man tog i den. Lyckades hitta några bitar som var någorlunda, men man ska nog inte ta de 0.076mm som en 100% sanning…




Ovan; Nya lager. Clevite har visst köpts av Tyska Mahle sedan jag handlade lager senast. Kan ju knappast gjort saken sämre att jänkarna fått lite tysk styrning.
Nedan; BAM! Veven sitter åter där den hör hemma. Allt draget enligt instruktioner och fritt fram att nagla fast torrsumpstråget med gott samvete.



Ovan; Och så var det kamkedjan… En Sachs-historia med ställbar förtändning genom att man helt enkelt sätter det nedre drevet i ett annat läge. Det visade sig faktiskt att den satt 2º tidigare än 0º. Motorn gick väl inte direkt dåligt, men den hamnar på 0º tills att denna inkarnationen av motorn är helt mappad och körbar innan det experimenteras vidare. Tveksamt hur den där förtändningen påverkar motorn egentligen eftersom tändsignalen tas direkt på vevaxeln numera med ett 60-2 drev. Den påverkar med andra ord endast öppning och stängning av ventilerna.
Nedan; Brickan som håller kamdrevet har sett sina bästa dagar. Den hade deformerats kraftigt och låg och tryckte mot skruvens gängor. Ny bricka svarvades av verktygsstål och fett applicerades på gängor och under skalle innan den momentdrogs. Inte för att momentet är särskilt kritiskt på just den skruven, utan snarare för att man får chansen att känna sig som en high-tech rymdraketbyggare när man står där med momentnyckeln i högsta hugg.

Motorn har torrsump, dvs det sitter en separat tank bakom passagerarsidans framhjul.
Eftersom utbudet av färdiga torrsumpstråg för Pontiacmotorer är högst begränsat (obefintligt), byggdes ett eget för många år sedan. Kompromisserna som gjordes då, pga en ganska klumpig framvagnsbalk, gjorde att evakueringen av oljan kunde förbättras. Det mesta av oljan har sugits ut ur ett enda steg (det på botten av tråget). Tråget har på något sätt inte varit dåligt, utan gjort sitt jobb bra. Men det går såklart inte att hålla förbättringsfingrarna borta…
Det är ju nämligen synd att inte förbättra en sådan detalj innan motorn monteras med tanke på svåråtkomligheten när väl motorn sitter på plats. Planen från början var att bygga ett nytt tråg i aluminium för att spara lite vikt, få lite gratis kylning och helt enkelt för att aluprylar är najs. Men det skiter sig eftersom en AC/DC-TIG fortfarande lyser med sin frånvaro i Pontiacens nittonkvadratsmetergarage.


Ovan; Befintligt tråg med dess kompromisser. På bilden syns de urkapningar som fick göras för att förra framvagnsbalken skulle få plats. Den nya balken är betydligt rymligare, så nu skall det gå lättare att konstruera ett nytt tråg.
Nedan; Tråget från insidan. Som synes, suger bara en utgång direkt från botten (syns lite dåligt i den svarta oljan, men uppe till höger i den vänstra bilden). Den andra tvingas suga med rör ovanfrån – och tänker man lite, inser man vad som händer när man får in luft i röret. Som sagt, tråget har fungerat även så här, men förbättringspotential finns.


Istället fick det bli ståltråg i tunnplåt, precis som det gamla.
Några förändringar skall dock göras:


Ovan; Torrsumpstråg från någon LSx-racemotor med separerade kamrar. Skrapan på bilden till höger är faktiskt från en Pontiac-motor. Det finns sådana att köpa, men jag ska såklart krångla och satsa på en integrerad i tråget istället. I slutändan är en integrerad lösning betydligt prydligare än lösa detaljer som klämmas in mellan tråg och block.
Det största, och tråkigaste, arbetet är inte helt oväntat att försöka mäta upp dagens hålbild på blocket. Inte helt enkelt, men efter otaligt antal pappersmallar fanns ett utkast framme. Skärfilerna skickades till min hjälpande hand, Henrik, som levererade på rekordtid. Därefter punktades allt samman.


Ovan; det blev nog ett tiotal versioner innan alla hålen var rätt på plats. Nagelsax och vanlig sax för att klippa ut det. Ganska tidsödande arbete. Resultatet (till höger) blev dock riktigt bra.
Nedan; klipp-klipp-klipp… ut och prova på motorn. Nej, ett hål skall flyttas ungefär 1mm till höger, ett annat 1mm upp och vänster, tredje flyttas tillbaka 1mm osv. Ctrl P och klipp-klipp-klipp och börja om igen… Tålamodsprövande.



Ovan; Flänsarna runt om är 3mm. Utsidan av tråget byggs i 1,25mm och väggarna är 2,5mm. Notera att väggarna skiljer sig åt beroende på överfallets utformning. Den effektiva delen av skrapan, som riskerar att komma i kontakt med vevaxeln, frästes ner från 3mm till 1,1mm istället. Om någonting i motorn skulle gå sönder, kommer skrapan slås sönder istället för att ha sönder resten av motorn.
Fortfarande jobb kvar, men det är lättare att hitta motivation när det börjar se ut som en bil. Övre och undre länkarmar på plats, push-rods fixade, spindlar monterade och bromsskivorna hänger på mest för att…
Kvar att fixa är bland annat styrarmar på spindlarna, länkaren till styrväxeln, lite shims för att ställa hjulvinklar och annat. Sakerna kvar att fixa är nästan räknade på två händer, vilket innebär att det inte borde ta allt för lång tid.
Kan du som läser här laserskära aluminium, så hör gärna av dig med en kommentar till inlägget.

Ovan; Pushrods (även om vipparmarnas geometri skall göras om), länkarmar, spindlar och styrning på plats. Länkhuvuden kommer få gummiballonger som skydd senare. Även torrsumpstanken till motorn har hittat dit.
Nedan; 18×10″ fälgar, med 285×30-däck. Röret i längst fram är tänkt att bli framtida krängningshämmare. Så fort det finns en närmare viktuppskattning på bilen, kan fjäderkonstanter och krängningshämmarkonstanter börjar räknas ut och därmed knivar dimensioneras. Tills vidare är det bara ett rör med andra ord.


Nedan; En liten avslutande bild som jämförelse i CADen och i verkligheten. Äntligen börjar det se ut som en bil!


Lite försenad uppdatering denna veckan, men här är ett par bilder, varav den ena känns igen från Speedhunter-reportaget.



Ovan: Lite uppdateringar på dedionaxeln är projekt så fort framvagnen blivit färdig. Några mindre justeringar. Som syns, behövde panhardstaget bland annat monteras längre ut på bakaxelröret än vad som var tänkt från början. Lite omsvetsning med andra ord – kanske fanns en anledning till att den bara grundades innan…
Sen är jag lite kluven till om 40x20x2 röret räcker som panhardstag. Egentligen hade det varit bättre med ett runt rör, tex 30×3 det inte finns några moment på axeln, utan bara tryck och dragkrafter

Pontiacprojektet har fått lite internationell uppmärksamhet via speedhunters.com – en ”tämligen” stor sida om passion för bilar. Skillnaden är dock att de byggen som visas där brukar ha en mycket högre nivå än Pontiacen. Den här typen av publicitet är fruktansvärt rolig och motiverande!
Skickade på vinst och förlust in några bilder och ett par korta rader kring bygget när jag läste att de skulle göra ett Creators Theme, dvs bilar som byggs och inte bara skruvas med. Det måste ha kommit in flera hundra mail med tanke på hur många projekt liknande mitt eget som finns globalt. Speedhunters visade dock ett mycket större intresse än jag vågat ana med tanke på att projektet kom med på omslagsbilden, samt först ut i reportaget. Den typen av uppmärksamhet är otroligt kul att se! Här finns reportaget: http://www.speedhunters.com/




Nedan finns också reportaget i form av JPG (högerklicka och öppna i nytt fönster… om du inte har supersyn)


{kind=link}
{kind=link}
{kind=link}