
BLOG
Publicerat den
I samband med att bilen provkördes, insågs en liten designmiss. Fästet för Panhardstaget i dedionen, som lite snabbt flyttades ut (dvs bakåt i bilens färdriktning) eftersom det tog i det tvärgående tidigare satt utanför däckets kontur. Lite onödigt spännande vid branta vägbulor osv.

Ovan; Redan när hjulet står på vaggan, är det tydligt att plåten riskerar att ta i saker som kommer för nära. Trist att kapa i målade detaljer, men så är det ibland.
Nedan; Före och efter. Plåtar bortkapade och nya plåtar svetsade direkt i dedionröret. Bussningen är numera liggande istället för stående och skruven kan shimsas på rätt höjd istället. En bricka mellan skalle och bussning ska till för att förhindra att bussningen kan trilla av skruven och ner i backen. Nu blir i princip justerbarheten oändlig (för det är ofta man justerar höjden på panhardstaget i tiondels millimetrar… #overengineered )





Något som var uppenbart vid mappningen var att där fanns vibrationer som definitivt var över vad som är hälsosamt. Eftersom alla motordelar balanserades separerat från svänghjul/koppling när den byggdes (vid tidpunkten hade inte koppling och svänghjul köpts, samt att framtida uppgraderingar inte skulle behöva medföra ny balansering av motordelarna), misstänktes tryckplatta (som köptes begagnad) samt svänghjul (som lättats i CNC svarv). Lätt och vara efterklok och inte balanserat dessa direkt, men tanken föll aldrig in när prylarna köptes.


Ovan; Avgassystemet ut. Låda ner. Riktigt så enkelt var det inte, men relativt enkelt. Lådan är ett as med sina 55kilo dock. Men ner kommer den alltid…


Ovan och nedan; Pilotbussningen noterade onormalt högt slitage. Det kan berott på att installera lådan sällan är synonymt med hög precision – in under bilen, lägg lådan på knäna och kasta upp den och sikta. Brukar fastna efter några försök… Här finns viss förbättringspotential.
Installerade ett kullager istället. Vinkelkontaktlager var planen från början, men pga storleken på vinkelkontaktlagret så saknades några tiondelar i befintlig pilotbussning (och därmed hade hålet i vevaxeln behövt förstoras – nej tack) så fick det bli ett traditionellt kullager istället.
Känner du igen den där känslan av när man svarvat exakt rätt tusendel för att atomerna ska gripa tag i varandra och kullager och mässingshylsa blir ett. Enkelt att installera och i princip omöjligt att få ut. Man ska bara ta den där extra tusendelen…. …SOM RÅKAR BLI EN HUNDRADEL OCH DET SATANS K*KLAGRET BARA TRILLAR UT UR HÅLJÄVELEN?!?!?!
Fick en hårdlödningssats för ett par år sedan och den kom till användning nu. Efter ett provförsök blev det bra och hylsan var räddad.



Ovan; Svänghjul och koppling nere. Vid noga granskning av tryckplattan (begagnat inköp) så visade det sig att någon visst hade borrat lite extra hål på den, antagligen för att balansera hela motorpaketet – hålen i flänsen är original. Nedre hålen i bild är det inte. Borrade hål svetsades igen, och svänghjul och tryckplatta skickades till JE Balans & Motor i Vetlanda. Bra och noggrann kille!
Nedan; Det visade sig finnas fler fel – många bäckar små… Skruvarna till svänghjulet saknade visst styrning och gav någon tiondels glapp. För att förhindra detta, tillverkades skruvar med styrning så att svänghjulet alltid hamnar i exakt rätt position. Monteringsläget indexerades också, då alla hålen sitter symmetriskt, mest för att det är akademiskt rätt.
Svänghjul och tryckplatta balanserades var för sig och även om det är oklart om det här var det enda felet i skrivande stund, så är det definitivt en bidragande faktor! Eller vad sägs om ca 180 grams obalans på tryckplattan (efter att jag svetsat igen hålen – dvs gissningsvis ännu mer innan!). Efter lite snabbinskaffade kunskaper i ämnet, verkar man vilja ligga +-4 gram för att kalla det balanserat.
Svänghjul var ”bara” några grams obalans, men även här justerades det något. Numera är båda två långt under 4 grams obalans.


Ovan; Svänghjulet tillbaka i bilen, balanserat och klart! Otroligt snabb service från JE Balans. Gick nästan med vändande post tillbaka.
Passade på att ta hål i sprängkåpan för att kunna lossa muttern på slavcylindern till kopplingsarmen och därmed ta ner den utan att ta ner hela lådan om det skulle behövas. Lämplig gummitätning ordnades fram också.
Nedan; och så var det den där grejen med att slänga upp 55kg växellåda i den numera kullagrade pilotbussningen. Nja.
Därför köptes en växellådslyft in, och vilken enorm skillnad. Förutom att paketet visade sig vara ca 15mm för högt för att gå in under bilen (vilket löstes med temporär träkloss på domkraften) så är det rena precisionsinstrumentet jämfört med innan. Hissa några millimeter med spärrskaftet och rucka lite. Hissa någon millimeter till, rucka, och den glider in fint. Sen kan man gå och ta en kaffe innan man skruvar fast lådan. Väldigt smidigt.


Nedan; Något som aldrig varit smidigt är att lufta kopplingen. Gjorde en plåt för att kunna trycksätta behållaren, men det funkade sådär. Bakvägen visade sig fungera bättre – moddad oljekanna från Bil***a och pumpa det genom slavcylindern istället.


I samband med att insuget skulle återmonteras konstaterades det att det genom året hade blivit ganska dassigt. Med andra ord fick det sig en översyn innan det var dags att montera det på motorn.

Ovan; På bild såg det helt OK ut, men i verkligheten var insuget ganska sunkigt.
Nedan; Försök att eloxera insuget misslyckades. Hade det bara varit samma material i alla detaljerna så hade det sett helt OK ut. Nu visade det ju sig vara flera olika material och igensvetsade pluggar etc. Eftersom det kändes lite fattigt att måla det i ”aluminiumlook” togs omvägen via krymplack istället.
Utan provbitar och tidigare erfarenheter gick sprayburken direkt på insuget. Tråkigt om experimentet skulle misslyckas, men ingen minns en fegis.
Fördelen med att eloxera det först är i alla fall att insidan av insuget bliv kliniskt ren, samt att färgen biter bra i eloxeringen.


Nedan; Därefter IR-torkning för att få upp värme i färgen. Ca 30 nervösa minutrar passerade innan det på bara några minuter började krympa lite varstans på insuget. Fem minuter senare hade det krympt överallt där värmen kom åt.



Ovan; Färdigt resultat. Blev faktiskt riktigt snyggt. I framtiden ingår att skaffa lite mer klassiska ventilkåpor och då kommer dessa också lackas med samma typ av krymplack.


Ovan; En del kringkomponenter som såg lite tråkiga ut snyggades till. Fuelrailen var oxiderad, repig och smutsig. Och tung. Eftersom kanterna var handsågade, frästes dessa vinkelräta. Därefter fastades ytan av i svarven och centrumdelen som skymtar på högra bilden svarvades av.
Nedan; Eftersom Kauffman-topparna saknar originalstyrningarna för insuget, kasar packningen runt någon millimeter hit och dit. För att vara säker på att den centrerar i kanalen gjordes styrningar till insuget istället som packningen kunde pressas på. De är bara 0.5mm höga medans packningen är 1.5mm, så det bör inte vara risk att dra dem i botten.


Nedan; Rena detaljer återmonteras.


Nedan; Bränsletrycksregulatorn såg också lite tråkig ut. Skavd polering med oxid på många ställen. Eftersom det inte finns så mycket polerad aluminium på andra ställen så plockades den ner och eloxerades i naturfinish. Skruvarna som var svartoxiderade, och hade börjat rosta lite, elförzinkades och AN-kopplingarna fick koniska hål för att… Ja, det var mest av principiella skäl – diameterövergångar skall ske så snällt som möjligt.


Nedan; Färdigt insug, redo att monteras så fort nya längre skruvar (eftersom de rostfria skruvarna inkluderade i motorskruvkitet var i kortaste laget) har anlänt från ett stort land i öst.




Vad är bättre att bryta av lite elektronikjobb med än gammal hederlig mekanik? Eftersom bilen är strippad och tanken är att lämna några kilo delar till ytbehandling så behövde de där sista projekten bli klara också. Däribland centrummutterlösning 2.0. Ja, korrekt – den är fortfarande inte nere från pallbockarna, och redan börjar uppgraderingen…
Uppdaterar till Porsches modell av centrummutterlösning. Det spar vikt men framför allt består den av något färre detaljer än förra och håller ihop hjullagret fram bättre än med förra versionen. Något som missades förra gången. Version 1.0 är inga problem med egentligen, och den kommer sannolikt bli till salu någon gång under våren/sommaren.
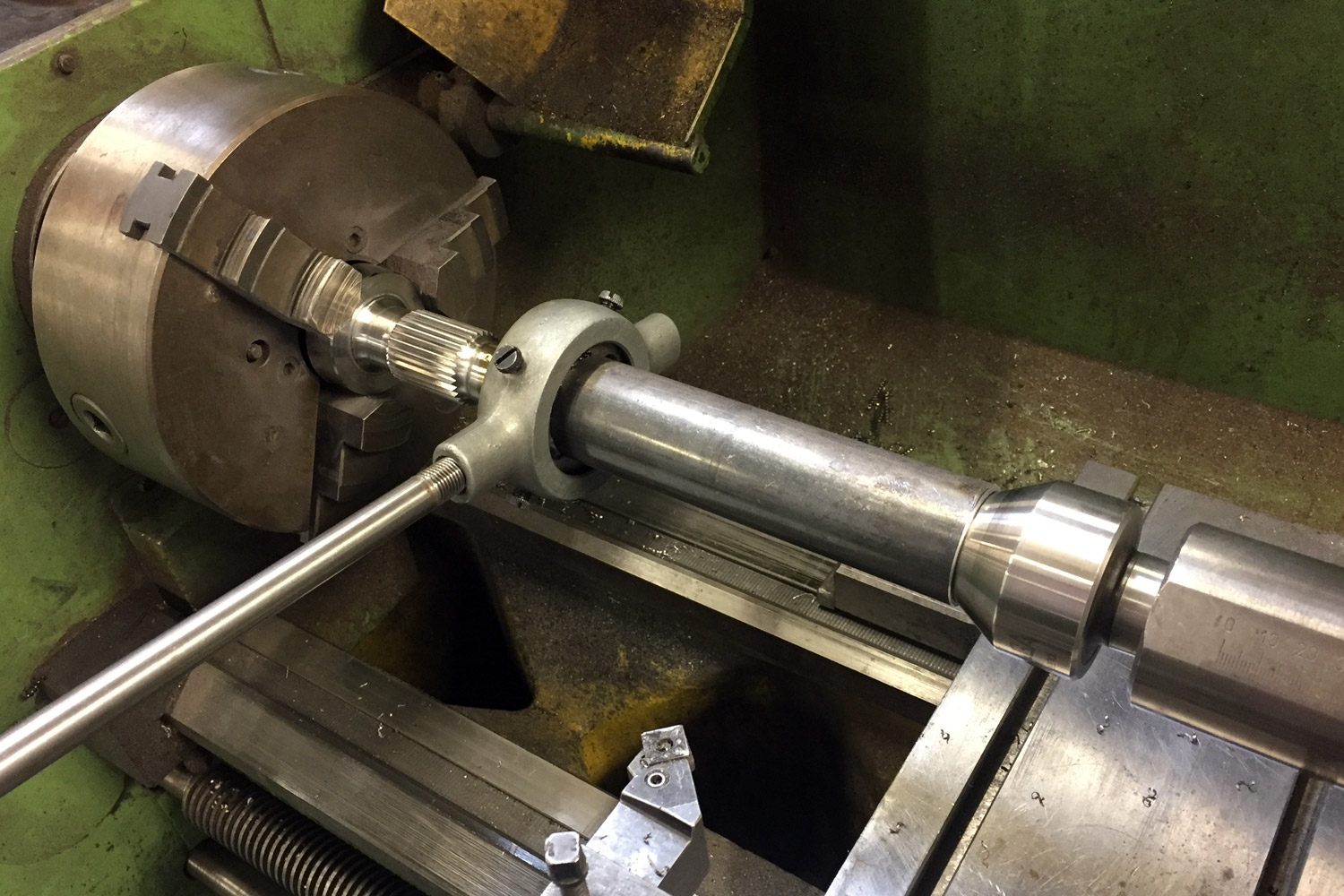
I version 2.0 är det en genomgående skruv som även håller ihop hjullagret. För att låsa axeln vid montering av hjulet, behövdes det dock lite splines. Det har aldrig gjorts hittills i projektet, och delningsapparaten har varit tämligen oanvänd.

Ovan; Gamla systemet byts ut till förmån för genomgående axel där rotationslåsningen består av splines istället för endast friktion som det var tidigare. Förra modellen hade mutter på baksidan, men denna träs igenom och har bara mutter på framsidan (samt en mutter som håller den låst mot hjullagret) vilket i teorin borde reducera riskerna lite.


Ovan; Hur delningsapparaten fungerade listades ut via diverse forum och youtube. Därefter gjordes några provaxlar innan rätt dimension bestämts. Sen var det bara att spänna upp axlarna och börja veva.
Nedan; Med färdiga splines var det dags för finskären samt gängning. Spänner man ögonen, ser man att det är radier vid varje diameterövergång. Dessa gjordes i delningsapparaten innan axlarna plockades ner. Allt för att undvika sprickbildning.

Nedan; M28x1.5mm på innersta gängan. Gängdockan nådde inte så långt in, så ett rör svarvades som stöd och några tiondelar lämnades på axeln för att få bra styrning på snittet. Därefter vevades snittet manuellt, samtidigt som dubben också vevades efter för att säkerställa att snittet gick rakt.

Nedan; Färdigt resultat.


Nedan; När axlarna var färdiga, var det dags att lämna in allt till ytbehandling. Nu är förhoppningsvis varenda pinal som skall skall skyddas från rost med i pallen…

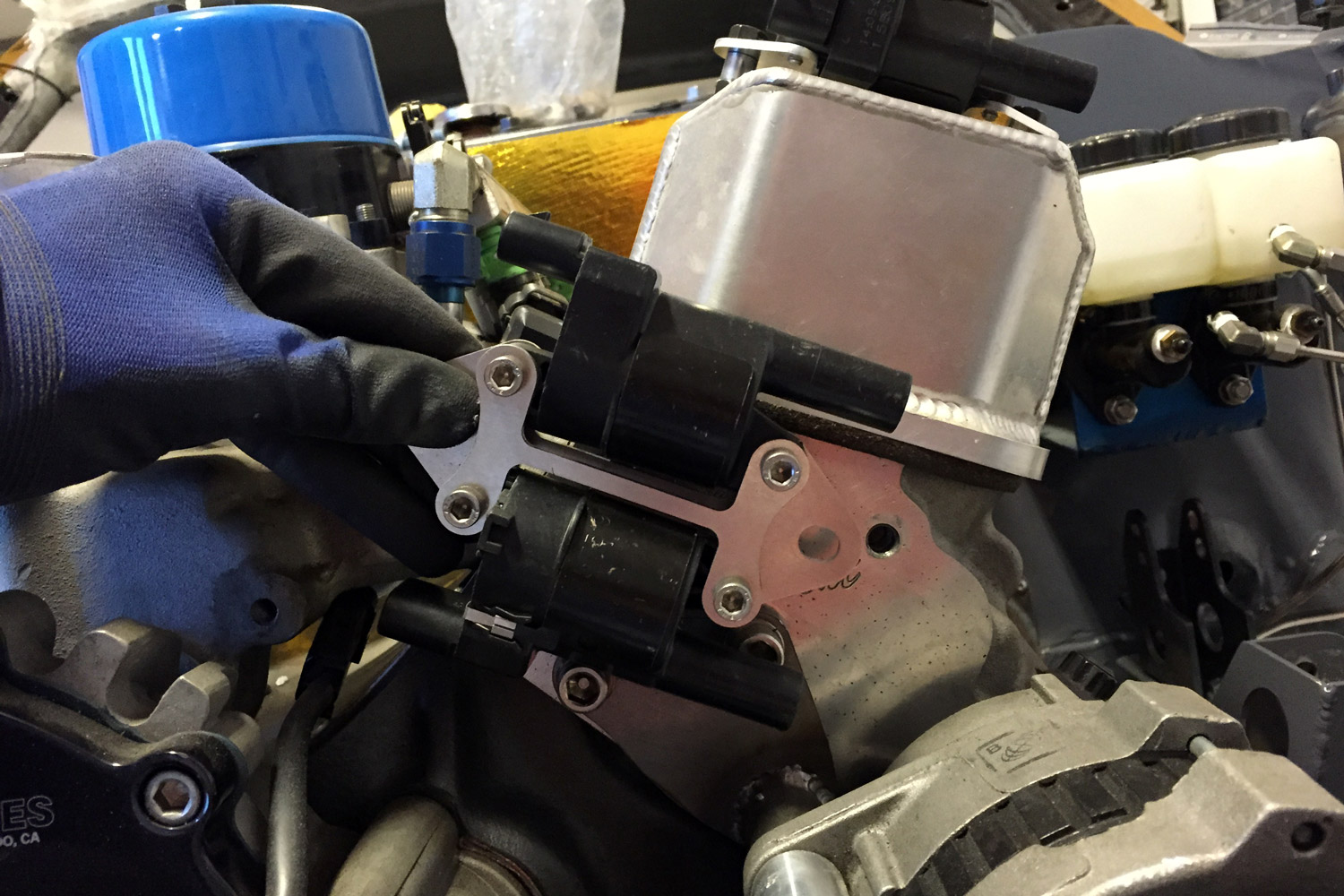
De skymtade på bild i förra veckan.Tändspolarna har flyttats. igen. För några månader sedan såg det ut så här, men i och med förra veckans förstärkning runt motorn så fick de flyttas.


Ovan; Ja, så här har det sett ut fram tills nu. Vänstra bilden alltså.
Ny placering är inte helt självklart. De är rätt stora, och klumpiga. Två hade gått att gömma undan, som tex i framkant på motorn (vänster). Åtta är omöjligt… Nåväl, efter lite om och men var det dags att veva igång fräsen.
Nedan; Steg 1 är riggat på bilden nedan, en gammal skrotbit som får agera provbit. Hål borrade i stycket för att kunna skruva fast den i fixturen (som utgörs av ytterligare en gammal skrotbit).
Nom-nom-nom-nom. Fräsen tuggar aluminium som aldrig förr.


Nedan; Färdigt moment – då var det dags att…
..vända biten, borra nya hål, montera den i fixturen igen och dra av ytterkanten.


Nedan;
Efter några timmar i fräsen, någon timme vid svarven för att göra en himla massa distanser och lite rostfri gängstång så får man…


Nedan; …finfina tändspolehållare. Kompakt paketering jämfört med tidigare.

Kardanaxel blir, som allt annat, speciallängd för att passa med den tillbakaflyttade motorn. För många år sedan införskaffades en Ford Motorsport 3″ aluminiumkardan. Den verkar hålla för de flesta Fordägarna (Fordägare brukar ha fullt upp med att få resten av bilen att hålla, så de kanske inte märker att kardanen också går sönder…) och med tanke på att Pontiacen blir så lätt att ankare behövs när den skall parkeras, känns det som den kommer leva ett ganska bra liv i Pontiacen.
Längden var ju så klart fel, och att få tag på någon i Sverige som kunde tänka sig att korta en aluminiumkardan visade sig vara svårare. Balansering gick att lokalisera dock, men då behövde den vara färdigkortad innan.
En utmärkt anledning att införskaffa en AC/DC-TIG för att kunna göra jobbet själv med andra ord. Kortningen blir ju ganska dyr om man tar med svetsen i kalkylen, så det får man helt enkelt låta bli att göra. En AC/DC maskin är ju dock något som är väldigt bra att ha, och nu när man äntligen hittat en anledning att köpa en gäller det att passa på. Blir nog inte sista aluminiumprylarna på Pontiacen…

Ovan: Patienten på (det kliniskt rena) operationsbordet. 137mm skall kortas, men det behöver planeras lite eftersom änden för knutkorset inte går att spänna upp i svarven.
Nedan; Änden uppspänd i svarven. Den får svarvas rätt från början (en tolk tillverkades för att hitta rätt diameter för röret) eftersom chucken håller på de sista millimetrarna (som får stickas av innan den plockas ur). Inget vidare enkelt att spänna upp den – Ford verkar slarvat från början, så hela änden kastade drygt en millimeter (men sånt verkar man glatt balansera bort i serieproduktion). Efter ganska mycket om och men satt den dock rätt i svarven.




Ovan; Hmmm, det är något som saknas på den här kardanen…
Den gör sig helt enkelt bättre som polerad!
Nedan; Omsvetsningen närmast diffklumpen – jag antar att Ford är bättre på att svetsa än mig, och då är sannolikheten störst att den går sönder i den nya svetsen. Går den sönder, är det bra om det inte blir ett spett ner i asfalten som sliter loss hela bakvagnsinfästningen. Har inte gjort något fäste för det, men gissningsvis kompletteras axeln med en fångring i framtiden, även om det känns lite dragracingvarning på den…


Nedan; Same but different, som kinesen hade sagt! Kortad, polerad och balanserad! Visade sig att det var obalans i båda ändar (skäms, Ford!) men det fixade Göteborgs Kardanaxelservice till. Visade sig vara ganska få som ville balansera aluaxlar (eftersom alla svetsar på stålvikter), men ovan nämnda företag verkar ha gjort ett väldigt bra jobb.
Dekaltrimning, ja… Hmm. De två svarta parallella strecken är för att upptäcka om materialet vrider sig med tiden (dvs om axeln är på väg att bli utmattad). Texten tillkom av bara farten. Kardanaxeln döljs effektivt bakom avgassystemet, så knappt ens besiktningsmannen kommer kunna se den…

Precis som nedre länkarmen, fick även övre (såklart) byggas från scratch. Det är mer pill än vad man tror, men slutresultatet blir bra.
Som sagt, det blir många timmar… Bra med stabil fixtur inför framtida reservdelar dock.


Nedan; Monterat på bilen. Det blir bara punktat tills att måtten kontrollerats och allt stämmer. Lite förstärkningar är kvar att fixa på armarna, men det blir som sagt vid slutgiltig svetsning…
PLÖTSLIGT är framvagnen nästan komplett! Spindeln sitter där och egentligen saknas bara pushrod och lite finlir med lagringen av vipparmen innan framhjulen kan hängas på för första gången!


Permanent som i bemärkelsen att den inte planeras att demonteras någon gång innan bilen regbesiktningen. Skönt.
Dessutom blev det bra! För den som kommer ihåg, har karossen masserats så att subframen kan monteras dikt an mot karossen. På detta sätt erhölls ytterligare 20mm markfrigång. Subframen blir dock fortfarande lägsta punkten på hela underredet. Även om det är tråkigt att få skrapmärken, är den ju tämligen grovt tilltagen och kommer tåla stryk bra.


Ovan: Här är skönheten alltså. Med tanke på antalet timmar det tog att modifiera subframen, behandlas den med mycket stor respekt. Torpväggen fick sig ett otroligt lyft med färg på.
Nedan: Bussningar svarvades i aluminium, ny skruv och bricka inköpt. Loctite medelstark gänglåsning och därefter dra ihop all skruv med moment. Högra bilden visar även att subframen har kompletterats med styrstift. Original finns det ett hål i karossen och ett hål i subframen i de främre infästningarna som ska linjera med varandra. För att förenkla och slippa försöka rikta in ramen när den väl sitter på plats, svarvades styrningar i matchande diameter för karossens hål. Ramen riktar in sig själv numera när man skruvar fast den. Smidigt.



Ovan och nedan; En viss nervositet infann sig när ramen skulle monteras. Det är ändå ca 4 meter svets som lagts på både längsgående originalbalkar, och den nybyggda vaggan i ramen. Trots envetet användande av fixturer, tid för svalning mellan svetsningarna etc så var rädslan att den skulle slagit sig ganska stor. Då hade den inte gått att montera eftersom subframeconnectorsarna (smaka på det ordet, Horace Engdahl!) sluter om rambenen i bakkant.



Ovan; Men den sjönk in som handen i handsken! Otroligt skön känsla! Allt gnetande med svetsfixturer och alla sena kvällar i svetsångor glömdes i samma stund som bussningarna sjönk in i ramen.
Fototips förresten; Det kan vara ganska svårt att ta bra bilder under bilen. Blixten blåser effektivt ut alla färger och förstör ofta bilden. För oss som inte har råd med remoteblixtar och annat kan man, i alla fall på vissa kameror, hålla kameran upp-och-ner samtidigt som man håller blixten med fingret och på så sätt studsa blixten mot golvet och upp i underredet. Resultatet blir betydligt mjukare ljus – se ovanstående bilder.
Även bakre bromsarna är monterade. Bellsen är egentillverkade och inte riktigt lika avancerade som de främre vad gäller interfacet mot skivan. Eftersom hålen i skivan är avlånga, räckte det med att ha runda hål i bellsen och ändå kompensera för värmeutvidgningen på skivan. Paketet låstes med låsmuttrar i stål.





Även pegs:en är klara. Fick dessa CNC-svarvade av en snäll person och de blev riktigt bra. En av få CNC-tillverkade detaljer i projektet. Det mesta är som sagt handjagat pga budgetkraven…
Arbetet kring spindlarna fram fortsätter. Hjullager kommer från Corvette C6 är planen för framvagnen. ABS-sensorerna kopplas till motorns ECU för att fungera som input för traction control, anti-spinn osv.


Ovan; Distanser till centrummuttersystemet. Små mästerverk i sig, särskilt om man tänker på att allt man ser är handjagat i en manuell fräs. Det har tagit sin tid att tillverka dem, och tittar man väldigt noga kan man se lite missar i sexkantshålet, som beror på sena kvällar och trög skalle… De fyller dock funktionen ändå och som sagt – de blev stiliga! Synd att de inte kommer synas…
I somras påbörjades framvagnsvaggan. Den har därefter fått ligga till sig lite pga andra prioriteringar i projektet, men nu börjar det bli dags för att färdigställa framvagnen också.
Den har på bilderna kompletterats med bakåtgående profiler där bla. bakre infästningen av nedre länkarmen hamnar, samt även motorfästen.

Ovan; Total vikt blev 11,0Kg, jämfört med originalbryggans 17,5kg som den ersätter. En rätt trevlig viktbesparing med andra ord, även om den råkar vara lågt placerad.
Nedan; Det som skiljer köpta komponenter från hemtillverkade är att man har möjlighet till längre arbetstid på de hemtillverkade. Mycket svets blir det…




Ovan; Alla infästningar görs i hylsor, som svetsas i båda profilerna. På detta sätt fördelas lasterna fint över ett större område. Bilden visar ett par hylsor till motorfästen. Även om de ”bara” ska svetsas, måste såklart kanterna brytas – något annat vore slarv.
Nedan; Färdigt resultat att svetsa på de längsgående ramdelarna. Blir bra det här…

Subframen låg som sagt färdigkonstruerad i datorn under nästan ett år innan det var dags att faktiskt sätta igång med den. När det väl var dags att sätta ihop den gick det på ett (långt) meckpass innan den kunde betraktas som färdig för helsvetsning.

Ovan; En hög med profiler kapades upp och gjordes i ordning. Detta är ju den stora fördelen med CAD – man bygger efter ritningen och behöver inte mäta tretton gånger för att vara säker på att allt fick plats, vilket kortar byggtiden avsevärt.
Nedan; Likaså har svarven fått arbeta lite innan det var dags att bygga framvagnen på riktigt. Infästningar för styrväxel, länkarmar osv sker alltså genom båda väggarna på profilen för att maximal styvhet. Nya subframebussningar svarvades också till och nya skruvar köptes. Funderade på att hålborra skruvarna för att spara vikt, men orkade inte räkna på de inblandade lasterna, så det lämnades orörda.


Nedan; Som alltid är det svårt med svetsfixturer och hur ambitiösa dessa skall bli. Eftersom detta är lite av ett budgetprojekt, finns det inte utrymme för stora påkostade fixturer utan istället får man jobba med det som finns. Eftersom det var kritiskt med hålens inbördes placering, borrades dessa istället efter att framvagnsbryggan svetsat.


Ovan (igen…); Fast det blev ju trots allt en ganska fancy fixtur ändå. Plattan mäter 500x800x25mm och har M12-hål borrade med 100mm mellanrum. Fungerar väldigt bra som all-roundfixtur när något skall svetsas…
Nedan; Alla fickor grundas såklart. Även hål borras så att risken för frostsprängningar undviks.


Nedan; Hålen borrades som sagt efter att bryggan svetsats klart. På så sätt kommer alla hålen med inbördes korrekta placeringar. Eftersom det i detta fall handlar om inre länkarmsinfästning och styrväxel är det väldigt bra att ha kända mått mellan dessa hål. Det sparar en hel del arbete och huvudkliande när det är dags att shimsa bump-steer senare.
Hålen för länkarmarna borrades 0,5mm under angiven dimension och brotschades därefter till korrekt håldiameter för att inte riskera att hålen blir för stora för skruvarna. Den skarpsynte ser att det både finns horisontella och vertikala hål för infästning av länkarmarna. De horisontella är för vanliga polyurethanbussningar, medans de vertikala är för länkhuvuden (som då medför att infästningen plötsligt kan shimsas uppåt och nedåt om det skulle behövas.


Nedan; Slutresultatet skäms verkligen inte för sig. Helt klart över förväntan. Tillsammans med stagen som går bakåt på ramen och möter upp vid de inre karossfästena kommer ramens vridstyvhet (som är hela chassiets akilleshäl) förbättras radikalt!


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}