
BLOG
Publicerat den
Gathers all CNC-milled that has been created for this project
Bränslesystemet provtrycktes framgångsrikt och motgångarna verkar över för den här gången.

Le Mans-lock, här inbyggt på en Camaro. Klassiskt, men dock typiskt klumpigt på bilar som det inte var tänkt att användas på från början.
De som följer blogg och facebooksida vet att det velats fram och tillbaka mellan vilket påfyllningslock som skall användas. Nu var det dock dags för beslut eftersom uppstart innebär att man behöver fylla på soppa (och tanken bör helst vara sluten då för att undvika doft i garaget). Klumpigt men klassiskt Le Mans-modell eller stenhårt påfyllningslock från en F16 tillverkat i magnesium? Det blev flygplanslocket i slutändan. Det är smäckrare och ganska cleant och framför allt från ett flygplan. Svårt att klå det.
Grundkravet var ett platt tanklock, utan de där skruvarna som alla eftermarknads ”racingtanklock” har. Eftersom det inte kunde hittas, köptes istället en så kallad Le Mans-lock (med synliga skruvar, suck. Aldrig får man vara nöjd). Bara några dagar efter det dök upp hittades, av en slump, exakt ett sådant tanklock som önskemålet hade varit. Dock ej för applikationen bil, utan för det alfahannarnas alfahanne – ett amerikanskt stridsflygplan…
Det köptes såklart också hem, och därefter tog det alltså tre år innan det slutligen gick att bestämma sig. Även om bilen ska ha ”vintage look” på utsidan så kan nog detta lock smälta in rätt bra. Dessutom är det aerodynamiskt mer lämpat än Le Mans-locket.


Ovan; Jahaja, fram med sticksågen och kapa upp karossen på slätaste stället. För att få ner locket någorlunda snyggt i plåten, svarvades en fas som gör att locket hamnar ca 5mm under karossens nivå. Högra bilden är ett försök att illustrera hur fint locket kommer passa in i karossformen. Man får ha lite fantasi när man tittar på den…


Ovan; Så här kommmer det se ut alltså. Till att börja med behålls nog locket i det skick det är. I framtiden kan det möjligtvis bli lite cleanare design. Planen var egentligen att svetsa på en stos på tanklocket som kunde utgöra slangfäste, men eftersom det visade sig att flänsen var gjord i magnesium (och locket också) fick det bli lite ändrade planer och komplexare lösning istället. Kunde blivit en fin brasa på svetsbordet… Bultmönster för M4-skruv borrades istället i flänsen.
Nedan; Därefter tillverkades en bricka med motsvarande bultmönster, som klämmer locket mot bilplåten tillverkades i fräsen och utgör även stos för påfyllningsröret. Sandwich-lösning med bilplåten i mitten med andra ord. Brickan är såklart lättad eftersom frästiden är gratis…


Nedan; Det är lite snopet att svetsa in konstruktionslösningar i karossen och sen upptäcka att de blev fel, så det blev ett antal vändor till bensinstationen för att försäkra sig om att det passade som det skulle. Innan det svetsades ihop. Man får lite speciella blickar när man går fram till en pump på macken och halar fram skjutmåttet eller andra delar och börjar hålla på. Fullt förståeligt.


Nedan; Vinkeln blir väldigt flack ner mot tanken, och påfyllningsröret ser horisontellt ut vid första anblicken. Munstycket hamnar dock i linje med röret, så det ska inte vara några problem att fylla på bensin med bra flöde.




Ovan; Ganska svårt och säga hur det blir i slutändan, men nu sitter det där och det är fullt möjligt att fylla på bensin i tanken. Stora hålet är för pumpmunstycket och lilla hålet är för avluftningen. Enda negativa grejen är att locket är löst att man därmed lägger ifrån sig det vid tankning… Det är väl inte hela världen, men om någon får för sig att slanga bensin ur tanken någon gång när den är parkerad utomhus så finns det ju en ”liten risk” att tjuven inte tänker på att sätta tillbaka tanklocket efter sig och att det därmed tappas bort. Det är dumt.
Man kan lösa det med en wire så att locket inte kan komma för långt bort från hålet, men då har man en stålwire som ligger och skaver mot lacken istället och det är knappast bättre.
Om ett reservlock kan lokaliseras, kommer det köpas hem. Annars kommer befintligt lock CADas i alla fall, så att det är möjligt att tillverka en reservdel om olyckan skulle vara framme.
Uppgradering redan innan projektet lämnat garaget?
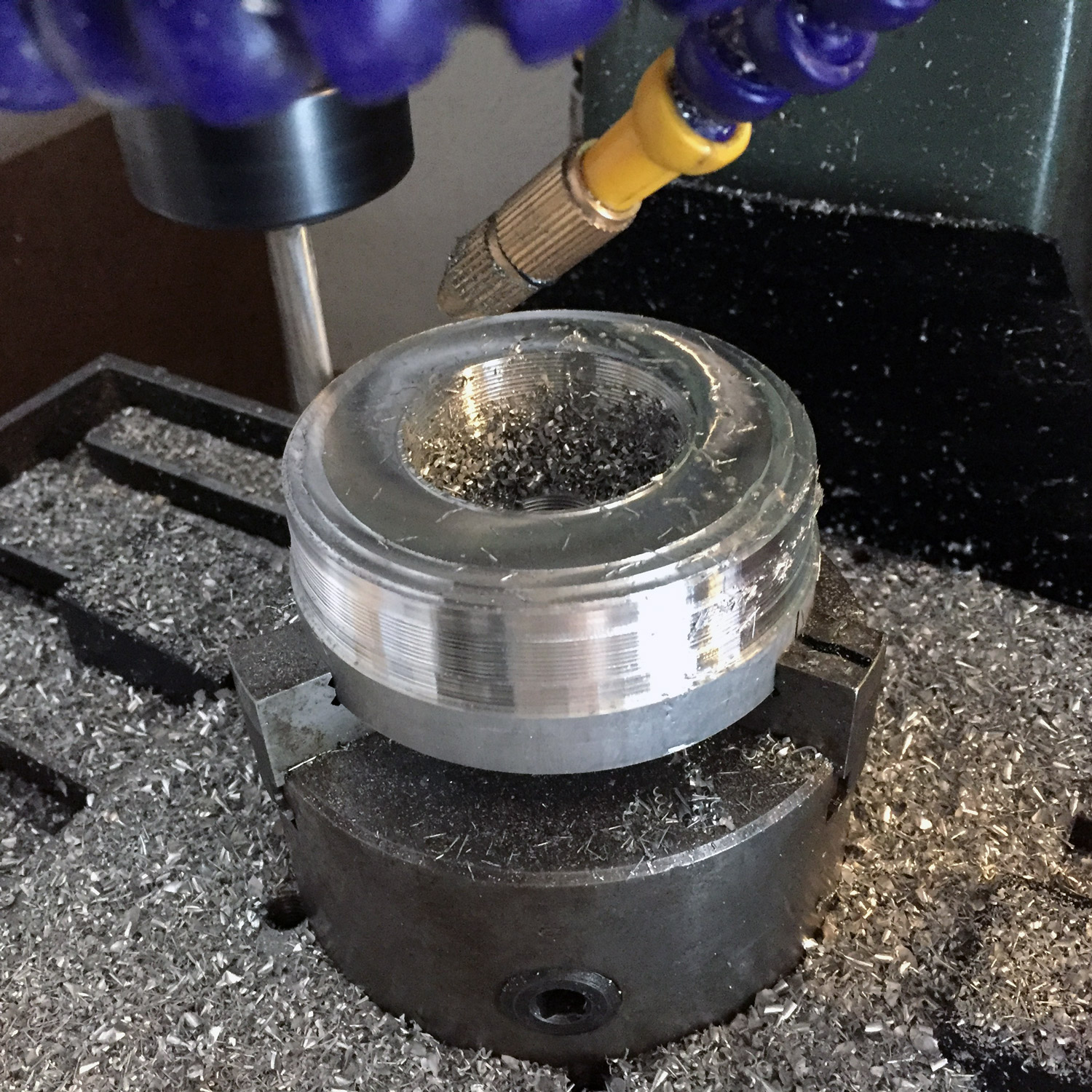
Vissa saker behöver ibland förbättras. Inte för att det var något direkt fel på befintlig centrummutterlåsning, men ett par olika faktorer har lett till omdesign. Här är alltså uppgraderad version, baserad på Porsches mutterdimensioner.

Ovan; anledningen till uppgradering är egentligen att låsningen av själva axeln i hjullagret fram var lite tveksam på gamla modellen. Corvetten använder samma hjullager runt om, dvs splinesade hål genom hela navet. Fram används en, enkelt beskrivet, avkapad drivaxel vars uppgift är att hålla ihop hjullagret. Utformningen av gamla centrummutterlösningen gjorde att axeln kunde riskera att snurra när man skulle lossa muttern och där fanns inget bakom att hålla den på om det skulle inträffa.
Nedan; Därför svarvades nya axlar till framvagnen. Befintlig centrummutterlösning kunde behållits, men eftersom framhjulen har väldigt lite fälgkant, stack muttrarna utanför fälgen och det var ”nästan” ingen extratid att uppgradera muttrar och brickor också. Nästan.
Axeln på bilden är för övrigt handjagad. Mer om det i en post för några månader sedan.




Ovan och nedan; Med egen CNC-fräs blir ju sånt här ganska kul! efter lite planerande hur bitarna skall hållas är det bara att sätta igång. Grovfräsning med 18mm pinne, samt finfräsning och fasning med 8mm fullradie. Därefter borrning och fräsning av ytorna för skruvskallarna. Kona och radie på bilden nedan är körd i samma operation.



Ovan; Här är den stora nackdelen med hemmakonverterade fräsar – spånor överallt. Överallt. I garaget, i trädgården, på parketten, i soffan och i kalsongerna… Måste fixa kapsling av fräsbordet… Sen, någon gång…


Ovan; Färdigt resultat. På sikt skall de graveras med momentangivelse och en liten snitsig Pontiaclogga.

Ovan; Axellösningen bak är lite mer komplex (vänster) än den där fram, pga drivhjulen. Konverterar till Porschedimensioner för muttrar och skruvar, men istället för Porsches muttrar (som är gjorda av guld, i alla fall om man tittar på priset) så lokaliserades skruvar med lite mer komplex ytterform för att i alla fall sätta lite käppar i hjulet (ba-dum-dish!) för spontantjuven. 13-kantiga hylsor finns i alla fall inte på Biltema…
Nedan; Monterat och klart. Centrumstyrning saknas på bakhjulen (vänster) men finns med på samlingsbilden ovanför. Aluminiumrotationslåsningarna skulle nog vara i stål helst, men det saknades utrustning för att köra det i fräsen (kylning… och erfarenhet) så det får bli alu till att börja med. Dubbla uppsättningar kördes fram, så det ligger ett par reserv på hyllan om de skulle gå sönder.
Framhjulet (höger) är mer rakt fram – axeln sticks genom hjullagret från insidan och sen är det klart.




Ovan och nedan; Första operationen körd på brickorna. Därefter vända på alla och köra andra operationen. CNC-fräsen är utan tvekan den bästa investeringen som gjorts för bilprojektet.
Tanken var att även dessa brickorna skulle eloxeras svarta, som de gamla. Efter lite inspirationssurfande och konstaterande att utsidan skall se hyfsat original ut ströks den planen och istället polerades brickorna – för att matcha fälgkanten också. Det är lite svårt att se på högra bilden, men det är desto tydligare när de är monterade på bilderna nedan (högra polerad). Hade titanskruvar liggandes, vilka användes till att hålla fast brickorna.
Endast sprintar för hjulen saknas.


Kylaren har AN20-anslutning och en sådan slang lokaliserades på eBay efter lite letande. Lättviktskoppling pressad direkt på slangen och en skadad wigginsanslutning i andra änden. Kevlar-slang, bara för att… Väger absolut ingenting. Termostathuset visade sig dock ha fel anslutning för slangen (kanske inte så konstigt), så det fick bli lite justering.


Ovan; Termostathuset innan fräsen började tugga i det.
Nedan; Anslutningen kapades bort och därefter frästes en recess för att stumpen från wigginsanslutningen skulle kunna återanvändas som slangstos. Den skarpsynte ser att en recess även gjorts för svetsfogen.
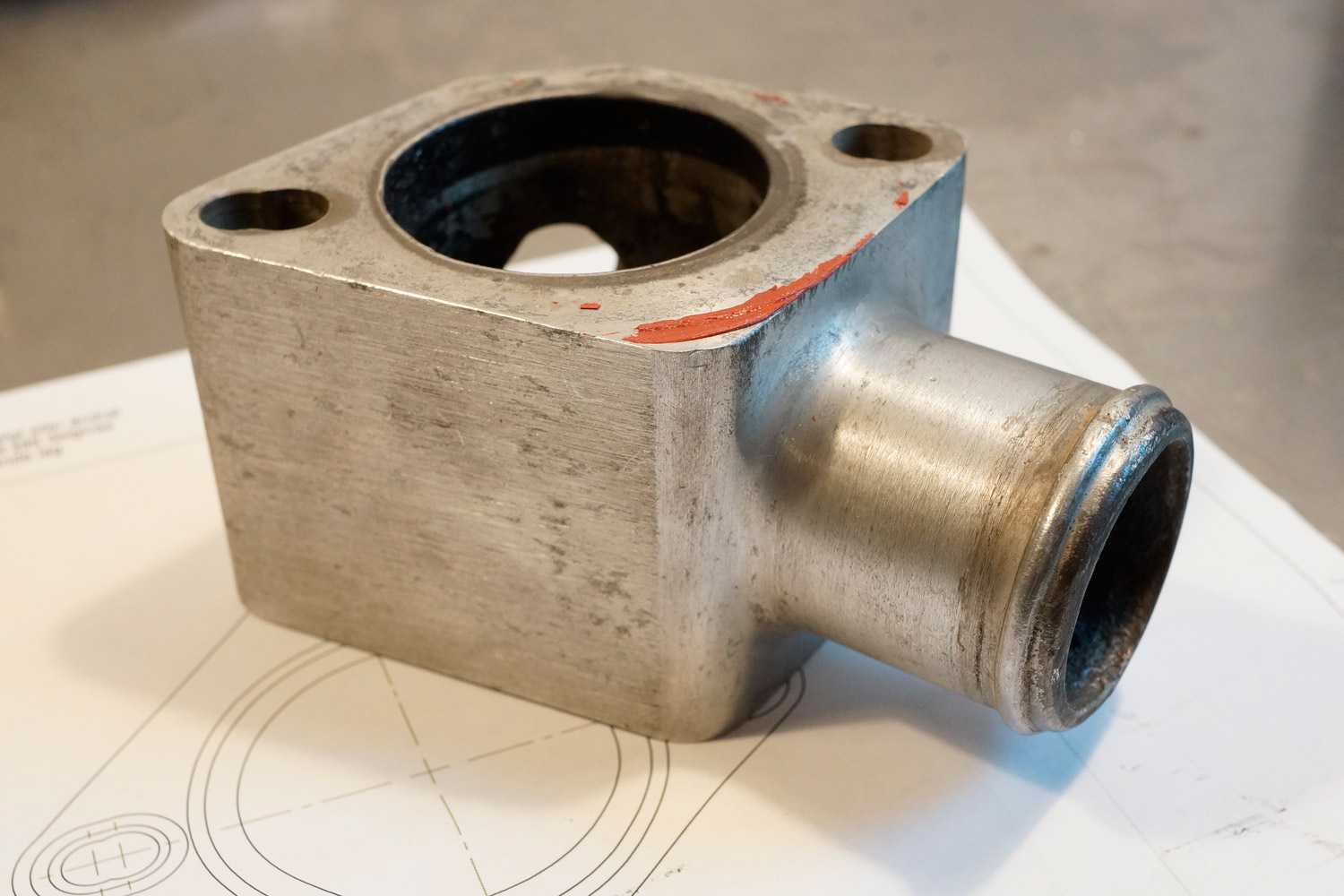

Nedan; Färdigsvetsad och färdig. Helt färdigställd och fin… Färdig. …men ser den inte lite tung ut?
Orörd vägde den in på 450 gram. Halvt kilo termostathus… Det funkar ju inte.
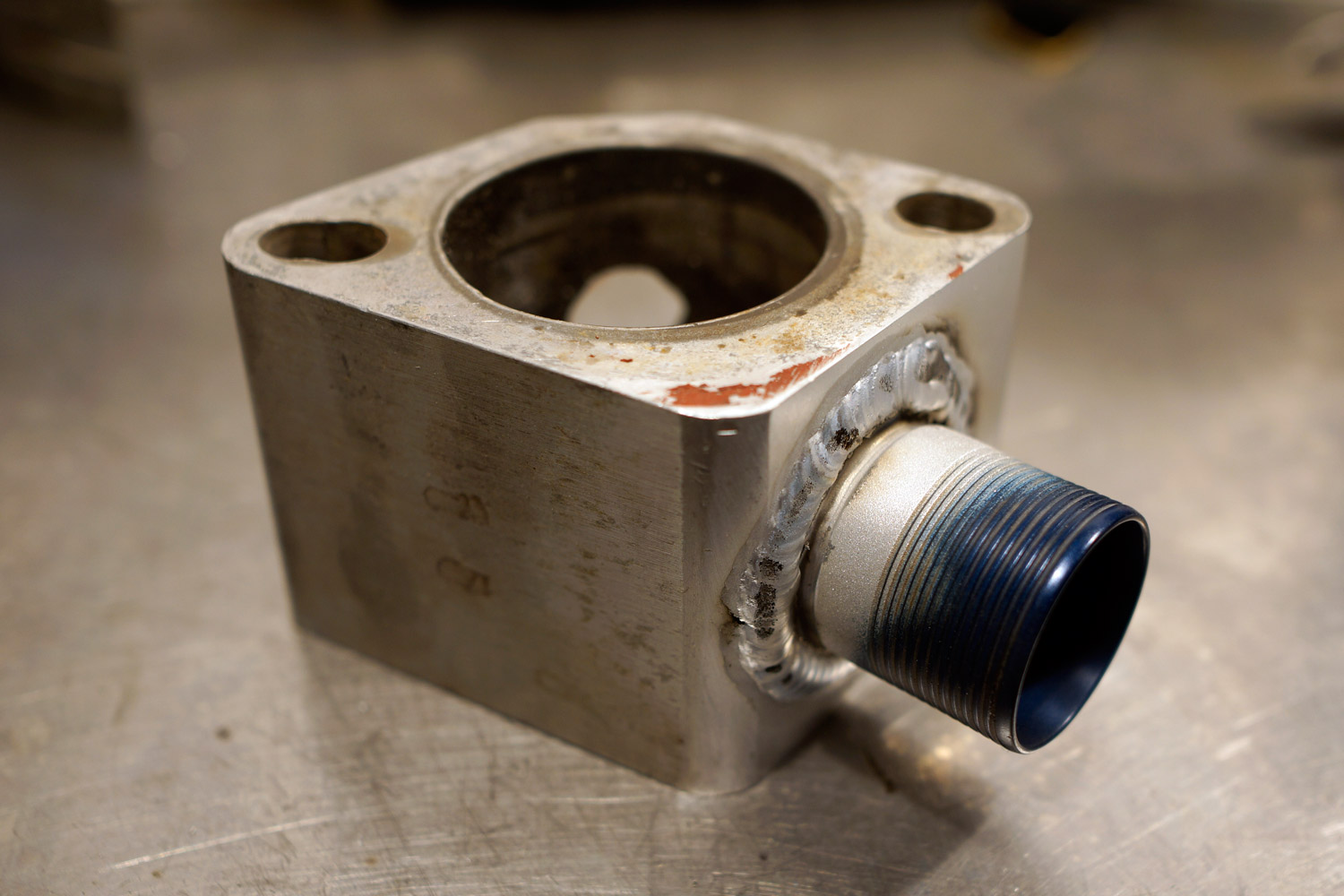

Nedan; Jo men visst var den lite tung. Upp i fräsen och börja karva bort onödigt material. Grovfräsning med vanlig pinne och därefter finfräsning med fullradie. Lite nervöst på några ställen eftersom de gängade hålen verkade handborrade och knappast satt på några jämna avstånd. Men fräsen lät bli att slakta dem, trots en omättlig hunger på aluminium.


Nedan; Färdigt resultat, från 552 gram(!!!) till 185 gram. O-ringsanslutningar istället för packningar, liten styrning i nedankant för att alltid hamna rätt mot termostaten (eftersom jänkehålhålen gör att man kan placeras huset precis hur som helst) nya pluggar och nytt termostatlock.
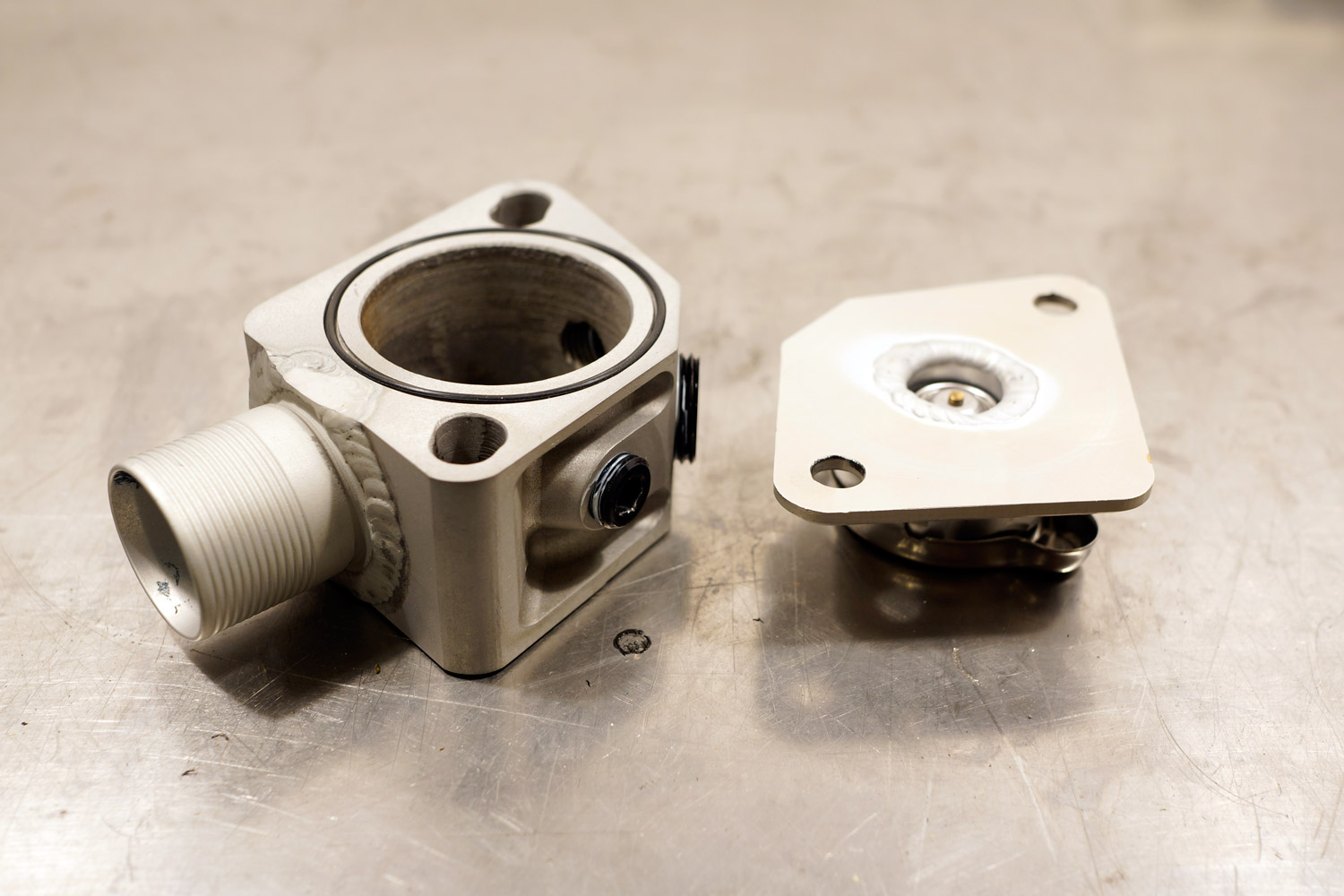
Nedan; Det går ju inte att återanvända samma lock som tidigare, nu när termostathuset blivit så fint. Sagt och gjort beställdes nytt termostatlock från staterna, anslutning från Kina och en Sverigetillverkad aluminiumstump. Notera att brickorna är försänkta… Nördigt.
Ja, det är försänkta ytor för brickorna så att dessa hamnar flush med resten av huset.


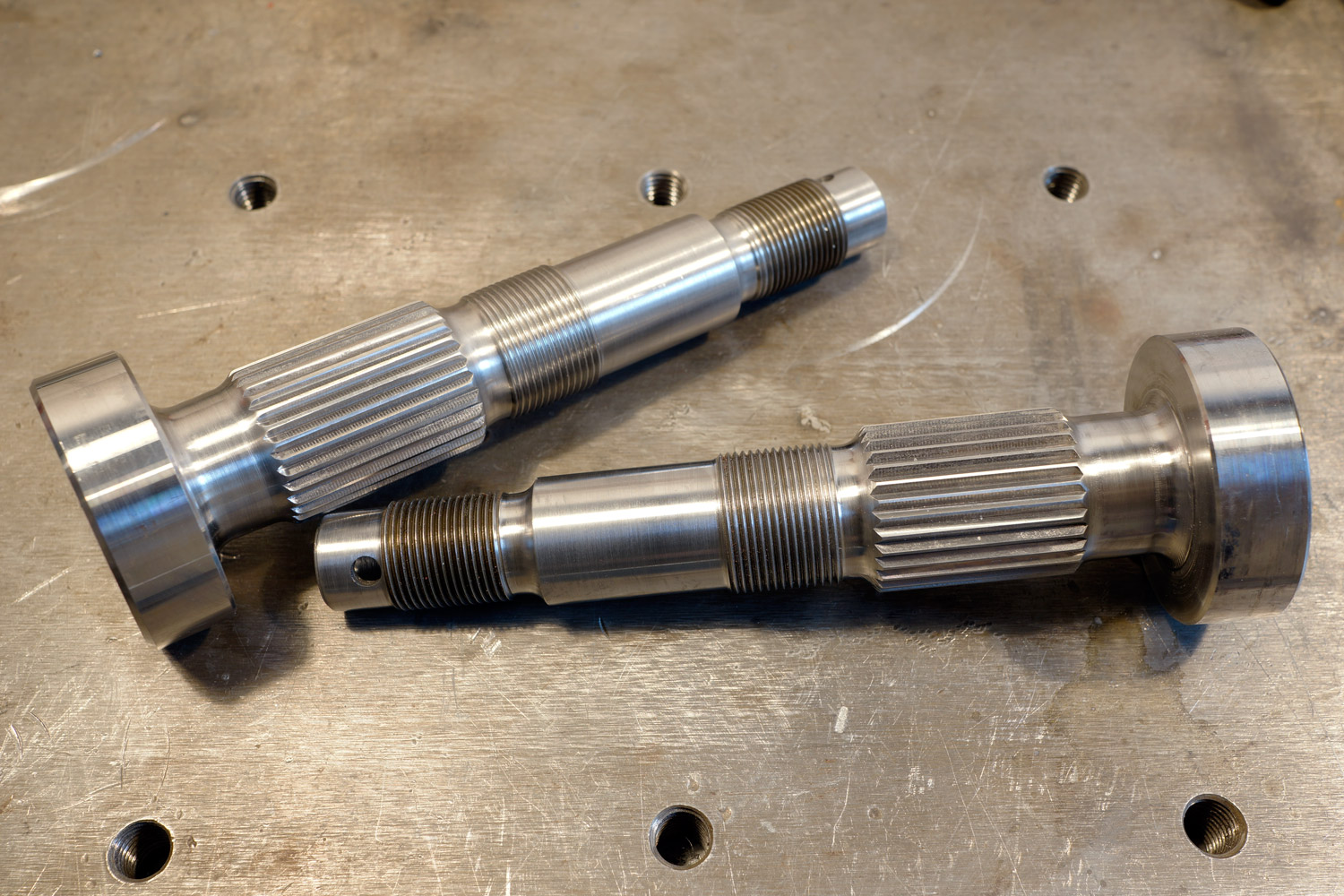
Vad är bättre att bryta av lite elektronikjobb med än gammal hederlig mekanik? Eftersom bilen är strippad och tanken är att lämna några kilo delar till ytbehandling så behövde de där sista projekten bli klara också. Däribland centrummutterlösning 2.0. Ja, korrekt – den är fortfarande inte nere från pallbockarna, och redan börjar uppgraderingen…
Uppdaterar till Porsches modell av centrummutterlösning. Det spar vikt men framför allt består den av något färre detaljer än förra och håller ihop hjullagret fram bättre än med förra versionen. Något som missades förra gången. Version 1.0 är inga problem med egentligen, och den kommer sannolikt bli till salu någon gång under våren/sommaren.
I version 2.0 är det en genomgående skruv som även håller ihop hjullagret. För att låsa axeln vid montering av hjulet, behövdes det dock lite splines. Det har aldrig gjorts hittills i projektet, och delningsapparaten har varit tämligen oanvänd.
Ovan; Gamla systemet byts ut till förmån för genomgående axel där rotationslåsningen består av splines istället för endast friktion som det var tidigare. Förra modellen hade mutter på baksidan, men denna träs igenom och har bara mutter på framsidan (samt en mutter som håller den låst mot hjullagret) vilket i teorin borde reducera riskerna lite.


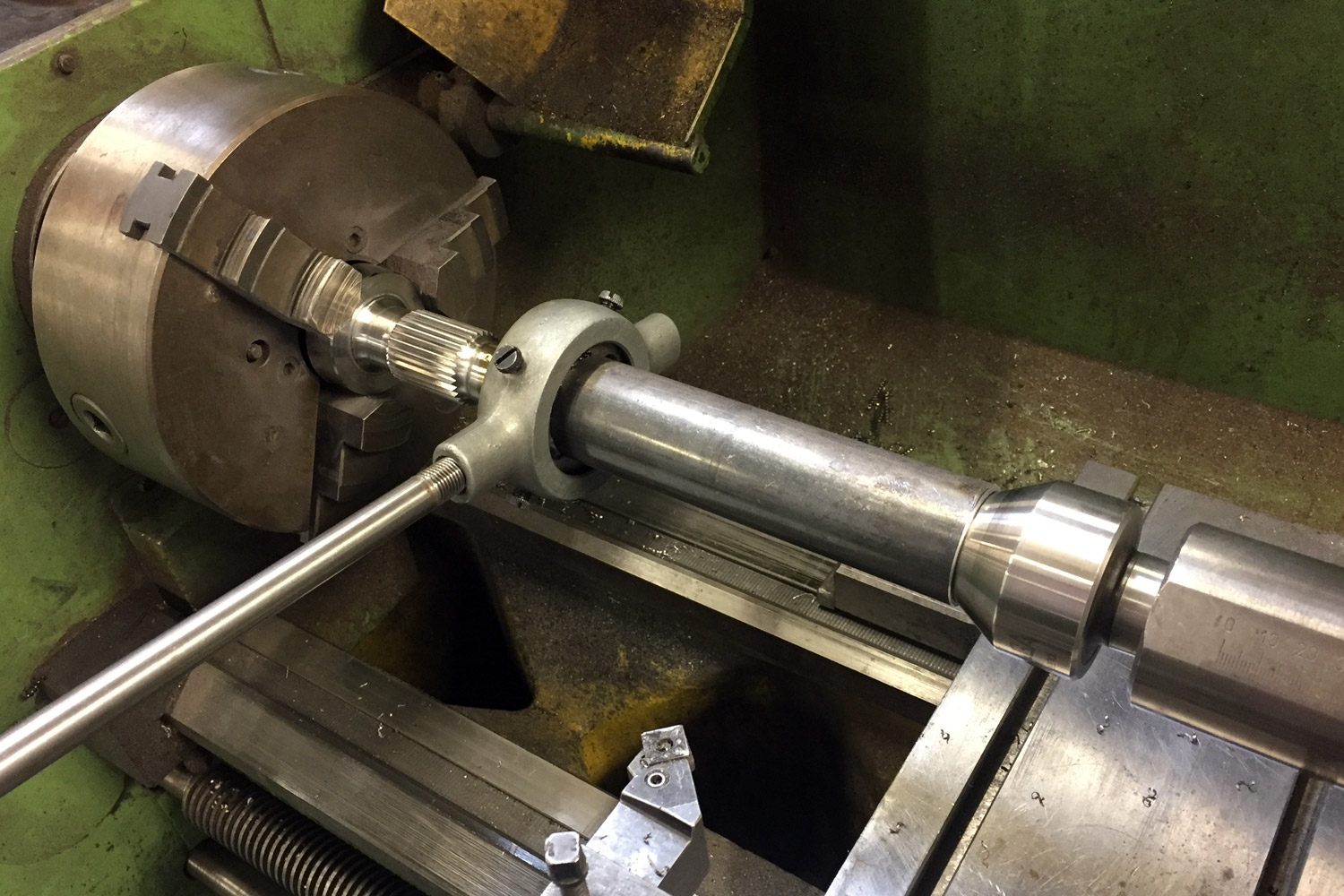
Ovan; Hur delningsapparaten fungerade listades ut via diverse forum och youtube. Därefter gjordes några provaxlar innan rätt dimension bestämts. Sen var det bara att spänna upp axlarna och börja veva.
Nedan; Med färdiga splines var det dags för finskären samt gängning. Spänner man ögonen, ser man att det är radier vid varje diameterövergång. Dessa gjordes i delningsapparaten innan axlarna plockades ner. Allt för att undvika sprickbildning.

Nedan; M28x1.5mm på innersta gängan. Gängdockan nådde inte så långt in, så ett rör svarvades som stöd och några tiondelar lämnades på axeln för att få bra styrning på snittet. Därefter vevades snittet manuellt, samtidigt som dubben också vevades efter för att säkerställa att snittet gick rakt.

Nedan; Färdigt resultat.
Nedan; När axlarna var färdiga, var det dags att lämna in allt till ytbehandling. Nu är förhoppningsvis varenda pinal som skall skall skyddas från rost med i pallen…

I samband med elsystemet byggs, passas det även på att åtgärdas en rad andra elrelaterade saker. Växelspaksknoppen i klassisk vit design med T56-växelmönster har knapp för lämplig funktion. Kabeln kan såklart inte löpa på utsidan som någon tyckt den skall göra, utan istället måste den ju löpa inuti spaken.


Ovan; Långhålsborra 250mm i en kromad stång… Kinesstål visserligen, men det var ganska hårt ändå. Sladden leds uti nederkant och buntband låser den. Skavskydd i form av okrympt krympslang. När man ser bilden slås man av att det saknas något… Dammtätning för själva leden. Tillverkaren har struntat i det – man får vad man betalar för…
Nedan; Upp med spakstället i fräsen med andra ord. Swish swish så finns där ett litet urtag och med topplocket monterat så blir det en utmärkt fläns för att hålla en damask.


Nedan; På med lite sprayfärg på huset igen, korta ställskruvarna och lås dessa med körnslag efter att rätt slag ställts in och ett varv eltejp utanpå för att hindra eventuell smuts i gängorna för ställskruvarna. Därefter på med originaldamasken till GMs vanliga spakställ som plötsligt passar som handen i handsken.


Nedan; Montera det på växellådan och som pricken över i:et användes en damask till kardantunneln från en Firebird -96. Riktigt bra passform mot kardantunneln. Man kan nästan tro att någon hade det i tankarna när kardantunneln byggdes. Tätt och fint.
Med tanke på allt säkerhetstänk borde det undersökas om det finns någon form av brandskyddade damasker istället, så är i princip kupén helt avskärmad från allt brandfarligt.

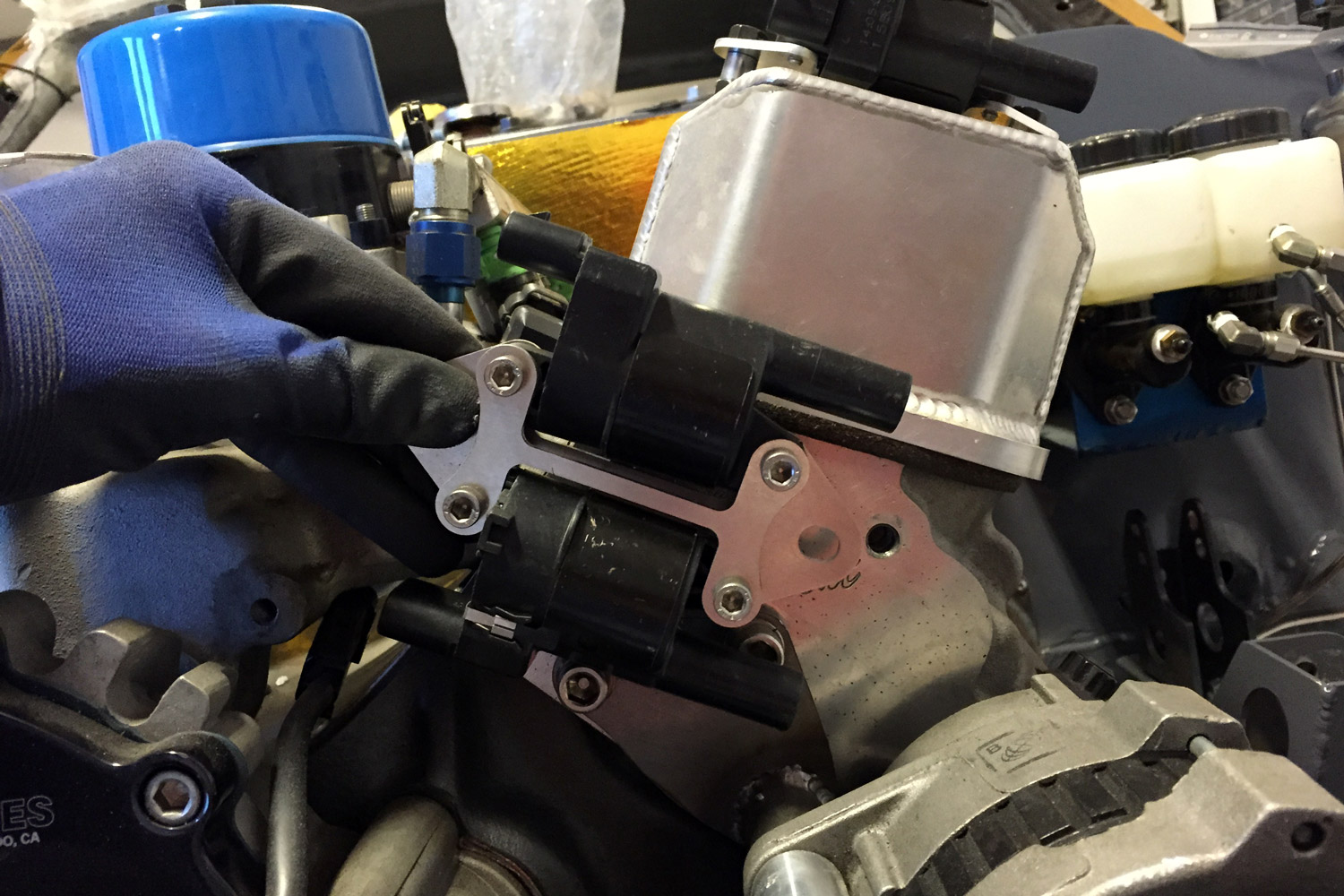
De skymtade på bild i förra veckan.Tändspolarna har flyttats. igen. För några månader sedan såg det ut så här, men i och med förra veckans förstärkning runt motorn så fick de flyttas.


Ovan; Ja, så här har det sett ut fram tills nu. Vänstra bilden alltså.
Ny placering är inte helt självklart. De är rätt stora, och klumpiga. Två hade gått att gömma undan, som tex i framkant på motorn (vänster). Åtta är omöjligt… Nåväl, efter lite om och men var det dags att veva igång fräsen.
Nedan; Steg 1 är riggat på bilden nedan, en gammal skrotbit som får agera provbit. Hål borrade i stycket för att kunna skruva fast den i fixturen (som utgörs av ytterligare en gammal skrotbit).
Nom-nom-nom-nom. Fräsen tuggar aluminium som aldrig förr.


Nedan; Färdigt moment – då var det dags att…
..vända biten, borra nya hål, montera den i fixturen igen och dra av ytterkanten.


Nedan;
Efter några timmar i fräsen, någon timme vid svarven för att göra en himla massa distanser och lite rostfri gängstång så får man…


Nedan; …finfina tändspolehållare. Kompakt paketering jämfört med tidigare.

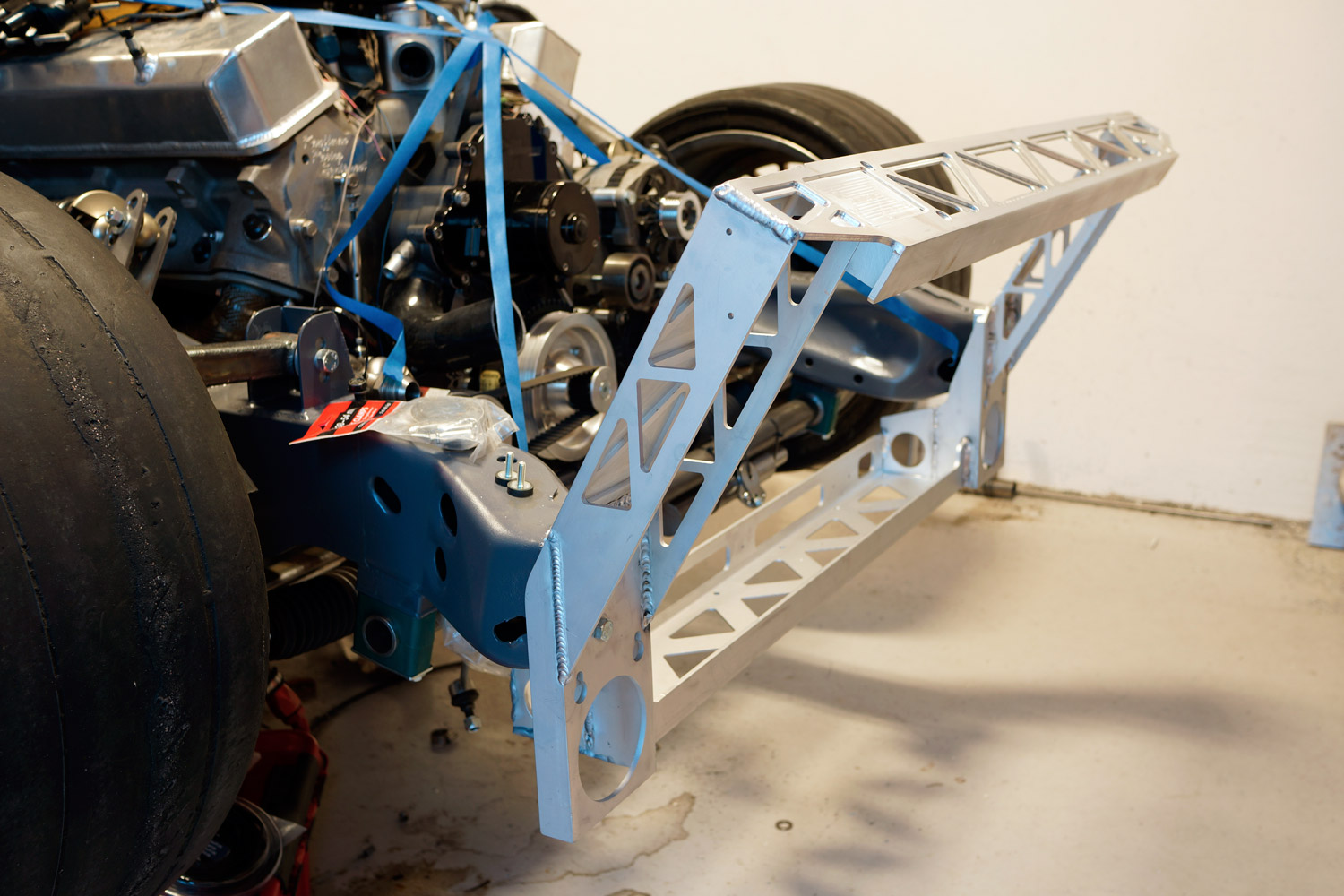
Karossen är tämligen uppstyvad tack vare en rad modifieringar så som bur, subframe connectors och sömsvetsade skarvar. Det märks ganska påtagligt – bland annat genom att bilen bara står på tre pallbockar, trots jämnt golv. Trodde det fenomenet skulle försvinna allt eftersom det monteras komponenter, men det kvarstår fortfarande trots att bilen börjar närma sig tonnet som den står.
Akilleshälen är dock fortfarande motorrummet. Böjstyvheten är ordnad genom att buren dragits fram till vipparmsinfästningarna i hjulupphängningen. Dock är vridstyvheten fortfarande sämre än resten av karossen. Undersidan har fått sig en omgång i samband med att subframen byggdes, men ovanför sitter det en motor i vägen…
Med andra ord är det dags att bura in besten.



Ovan; Rätt många utförandengicks igenom innan det kändes klart. Helt klart är att stagningen inte är helt optimal – det sitter en motor i vägen. 5cm längre bak och det hade gått betydligt bättre. Om inte om hade funnits med andra ord.
Motorrummet må vara stort, men det börjar ändå bli ont om plats. Kombinera platsbristen med saker som rör sig, tex krängningshämmare och länkarmar så blir det ännu mer intressant.
Nedan; CADen verifieras löpande med… eh. tejp-CAD… Lite olika versioner har gjorts och tejp är ett bra sätt att snabbt få en känsla i verkligheten för hur det ser ut. Höger har tex uppenbara brister medans vänster är helt f-ing outstanding. Så det blev vänster.




Ovan; Garagets nya Swiss Army Knife fortsätter att leverera. Notchningar visar ju sig vara en baggis att köra fram i fräsen, istället för att hålla på och krångla med hålsåg och annat. 2 minuter och sen är det färdigt. Lite fasning av kanterna på det bara och sen får svetsen göra resten.
Nedan; Övre triangeln görs av alu. Dess främsta uppgift är att stabilisera tvärstaget mellan vipparmsinfästningarna.
För att ens kunna bygga staget mellan vipparmsinfästningarna behövdes lite referenspunkter. Med andra ord fick övre triangeln byggas först för att säkra frigång mot tex ventilkåpor. På några ställen är det gott om ont om plats (hängde du med?), men motorn rör sig förhoppningsvis relativt lite


Nedan; Kanske lite tydligare vad gäller platsbristen. Skruvarna till ventilkåporna kommer kortas.

Härnäst blir det förstärkning mellan vipparmarna.
Även ny remskiva har tillverkats. Dels för att konvertera till multirib, men även för att all kringutrustning har flyttats närmare motorblocket (längsled) för att få en kompaktare installation. Även torrsumpsdriften har integrerats för att på så sätt spara vikt.
En styrd fräs visar sig vara garagets nya Swiss Army knife – den kan tillverka det mesta utan några större problem.

Ovan: Råämnet har snidats fram i manuell svarv fram innan fräsen blev färdig. Bearbetningen på bild hade så klart gått att göra i manuell svarv också, men den hade tagit mer än 15 min som den gjorde i fräsen…
Den koniska ytan är 3D fräst med 0,2mm stigning och en 8mm fullradiefräs. Blev faktiskt riktigt bra. Lite läskigt att experimentera på sådana här bitar (hade aldrig gjort 3D-program tidigare), men fega pojkar får inte pussa vackra flickor. Och inte köra coola bilar heller för den delen.
Nedan; När man har egen fräs har man plötsligt råd att lägga tid på detaljerna som inte syns – insidan har fått lite lättning, samt konisk urfräsning i botten som är parallell med utsidan. Sparade flera gram.


Ovan; färdigt resultat. 890 gram (första bilden) slutade på 360-nånting gram i slutändan. Ganska najs att ”sparat” ett halvkilo.
Nedan; Bröstkåpa och svängningsdämpare monterad. Även 60-2 hjulet för vevaxelsignal till sprutet är på plats. Notera lättningshålen – tidigare 60-2-skiva var homogen.



Ovan; Blev ungefär hur bra som helst! En skyddskåpa över remmen hade varit fint, och dessutom gett lite mer OEM-look på det. Dock inte denna gång. Det ska finnas någonting att pyssla med i framtiden också…
Med färdig remskiva kan äntligen slutgiltiga installationsmått på torrsump, AC-kompressor och generator äntligen bestämmas.
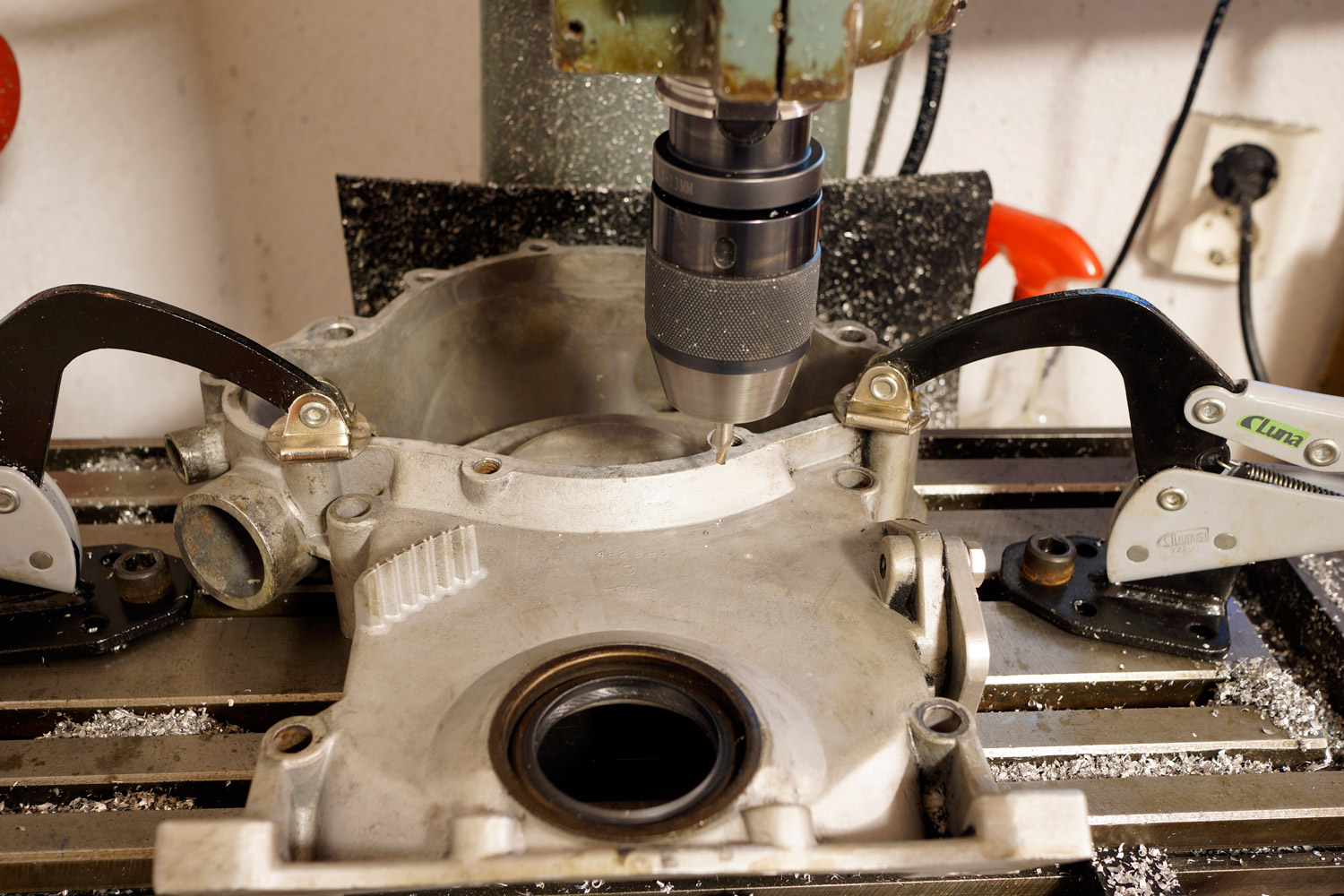
Eftersom nya sprutet är lite mer sofistikerat än det gamla hedenhös-Electromotive som satt där tidigare, finns möjligheten att köra sekventiell insprutning. För att kunna det, behövdes en givare på kamaxeln. Inte helt trivialt att komma åt kamaxeln någonstans – fördelaren är sedan länge borta. Efter lite om och men konstaterades det dock att bröstkåpan framför kamaxeldrevet var bästa stället. Eller det minst dåliga i alla fall. Rätt mycket pyssel med att få dit en dock, vilket borde avspeglas i alla momenten nedan…

Ovan; Kamaxeldrivning och lämplig indikeringspunkt behövde ordnas för givaren
Nedan; Sagt och gjort – Väck med drevet, upp med det i fräsen och koordinatborra ett M6-hål. Två faktiskt – blev lite osäker på om hjulet var balanserat och man därmed skulle behöva montera en motvikt på andra sidan av hjulet. Under arbetets gång blev det dock ganska uppenbart att 19 grams extravikt på ena sidan knappast skulle bli ett problem.

Nedan; Indikeringspunkt tillverkad. Man kan använda en skruvskalle också, men jag ville ha så mycket material som möjligt för att få säker avläsning. Därmed blev det hockeypuck med stoppskruv och några små låsningar med TIG:en. Skruven sattes sedan med Loctite 270 som tål över 150 grader samt är oljeresistent.


Ovan och nedan; Sen var det dags för att ge sig på bröstkåpan. Friskt fräst och hälften vunnet, som man brukar säga…
Skrev ut ett antal fullskalamallar för att hitta lämplig position. Därefter körnslag i kåpan som får utgöra nolla vid fräsning. Hålet gick skrämmande snabbt att ta upp och sen fanns det ingen återvändo…


Ovan; När kåpan var fräst, var det bara att sätta igång med själva fästet för givaren. Rigga om fräsen, tillverka ny bit. Även denna med hål för att kunna nolla in fräsen inför slutgiltig bearbetning.
Nedan; Därefter över med bitarna till svetsen för att lappa ihop dem. Grundtanken var att svetsa från insidan för att behålla en snygg utsida. Tyvärr sprack det pga svårigheter att komma åt i dalen (som blir förhöjningen i ovankant på bilden), så den fick svetsas från utsidan också…


Nedan; Färdigsvetsad kåpa fick därefter en slutgiltig bearbetning i fräsen. Ville inte göra denna förrän efter svetsning pga det tunna godset. Resultatet blev ju dock ganska tjusigt. Givaren passade till och med!
Även höjdled (som är rätt känsligt) stämde så när som på någon hundradel.


Nedan; Färdigbearbetad och svetsad detalj. Nya anslutningar för vatten, eftersom någon tomte (undertecknad…) gav sig på dessa i förra motorbygget för ca 10 år sedan. Inloppet blev större än tidigare eftersom nya kylaren använder större slanganslutning.
Aluminiumet är 40 år gammalt gjutgods och har sett sina bättre dagar. Med andra ord målades det i… gjutjärnsgrått (!) för att matcha motorblocket.




Ovan; Pricken över i:et; en Firebird-block-off-mekanisk-bränslepumps-plåt. Köpt för 350:- för tio år sedan. Repig, sned fågellogga, för stor fågellogga som täcks av skruvskallarna samt en ytterkontur som inte stämmer med bröstkåpan över huvud taget. Samma land som kom på och utvecklade iPhone tillverkar alltså denna pryl… Högt och lågt. Nåja, den fyller sitt jobb i alla fall. Med tiden kanske det blir en egen, som såklart är urfräst på baksidan för att spara vikt.
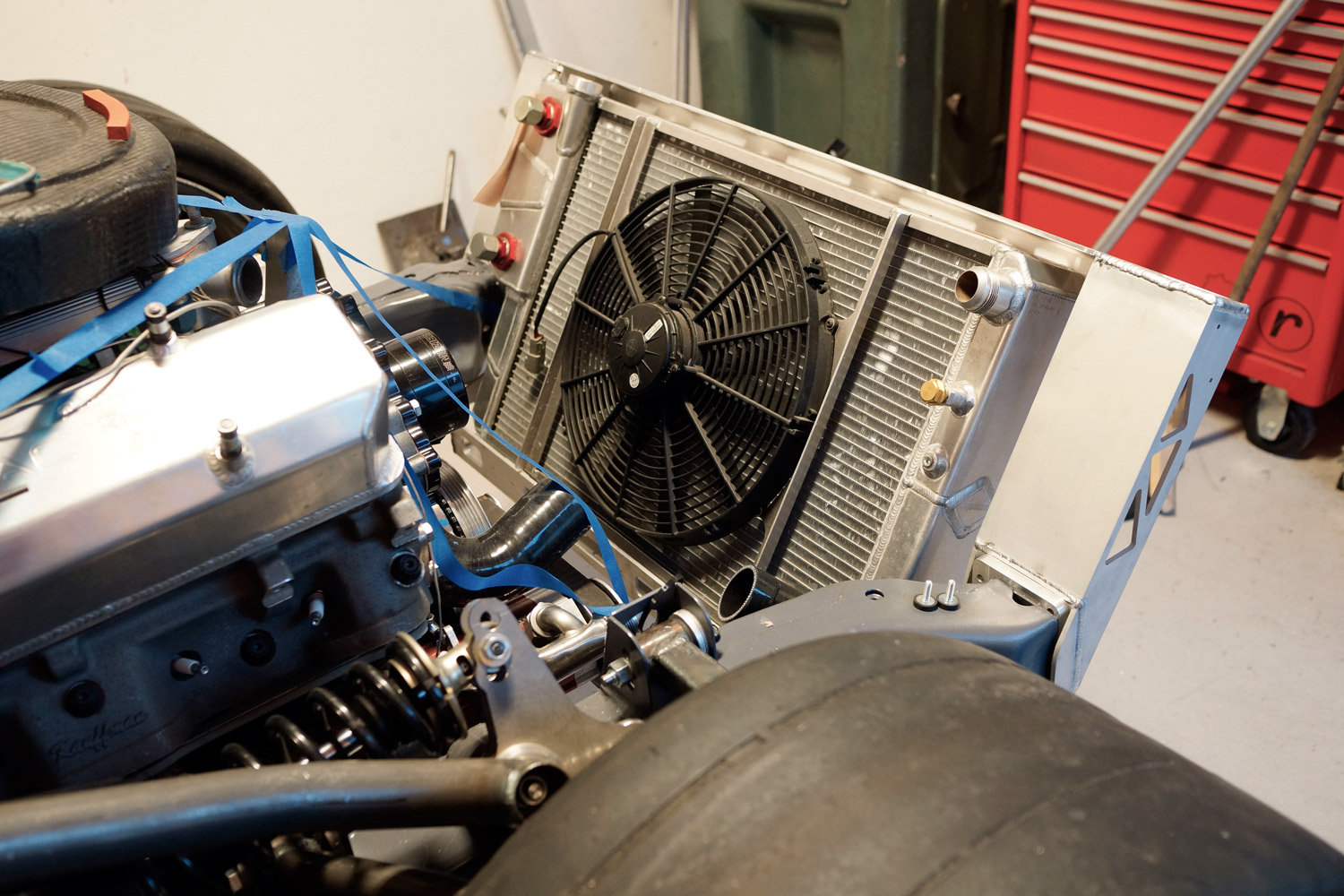
Kylarramen är klar och kylaren är på plats! Kylaren är en, något överdimensionerad, modell med integrerad värmeväxlare för motoroljan. Lär inte bli några problem med för varm motor förhoppningsvis.


Ovan; En lätt begagnad kylare från en nån tävlingsbil (från nåt Penske-team) köptes för många år sedan från eBay.
Nedan; AN20 anslutning på inloppet, 50mm utlopp. Lär inte bli några problem att flöda vatten till motorn… Utöver det finns där fyra andra uttag på kylaren som kan användas till givare eller annat.
AN16 på motoroljan – samma sak där med flödet.



Ovan; Översta profilen till kylaren. Samma sak som undre – ett antal omtag och rätt mycket fräsning. Höll på att få hybris och fräsa in ”Firebird” istället, men fick det aldrig att se bra ut och konstaterade snabbt att ett ingenjörigt fackverk är betydligt stilrenare.
Nedan; Svetsat och klart. Drygt fyra kilo väger ramen och trots blygsam vikt blev den helt jävla extremt bautastyv! Eftersom skärmarna skall fästas mot kylarramen är det bra – inget karossfladder i onödan.



Ovan; Ja, här skymtar visst lite framtida uppdateringar också, men försök fokusera på kylarramen så kommer de andra sakerna om inte allt för många veckor. Kylarram med kylare i… Kvar att tillverka är anslutningen för ventilationskanalen från fronten – tanken är att det skall vara tätt så att all luft som tas in i fronten passerar genom kylaren. Fästen för AC-kondensorn är också kvar att ordna. Ja, du läste rätt – det blir AC… Någon komfort måste man få ha.
Nedan; Framåtlutad kylare ger bra åtkomst för att tex byta kamaxel utan att plocka ur motorn. Det är en bra egenskap.

Nu får kylsystemet mogna lite. Några andra punkter behöver färdigställas innan de sista detaljerna i kylsystemet ordnas.
Projektet är igång igen efter några veckors sommaruppehåll.
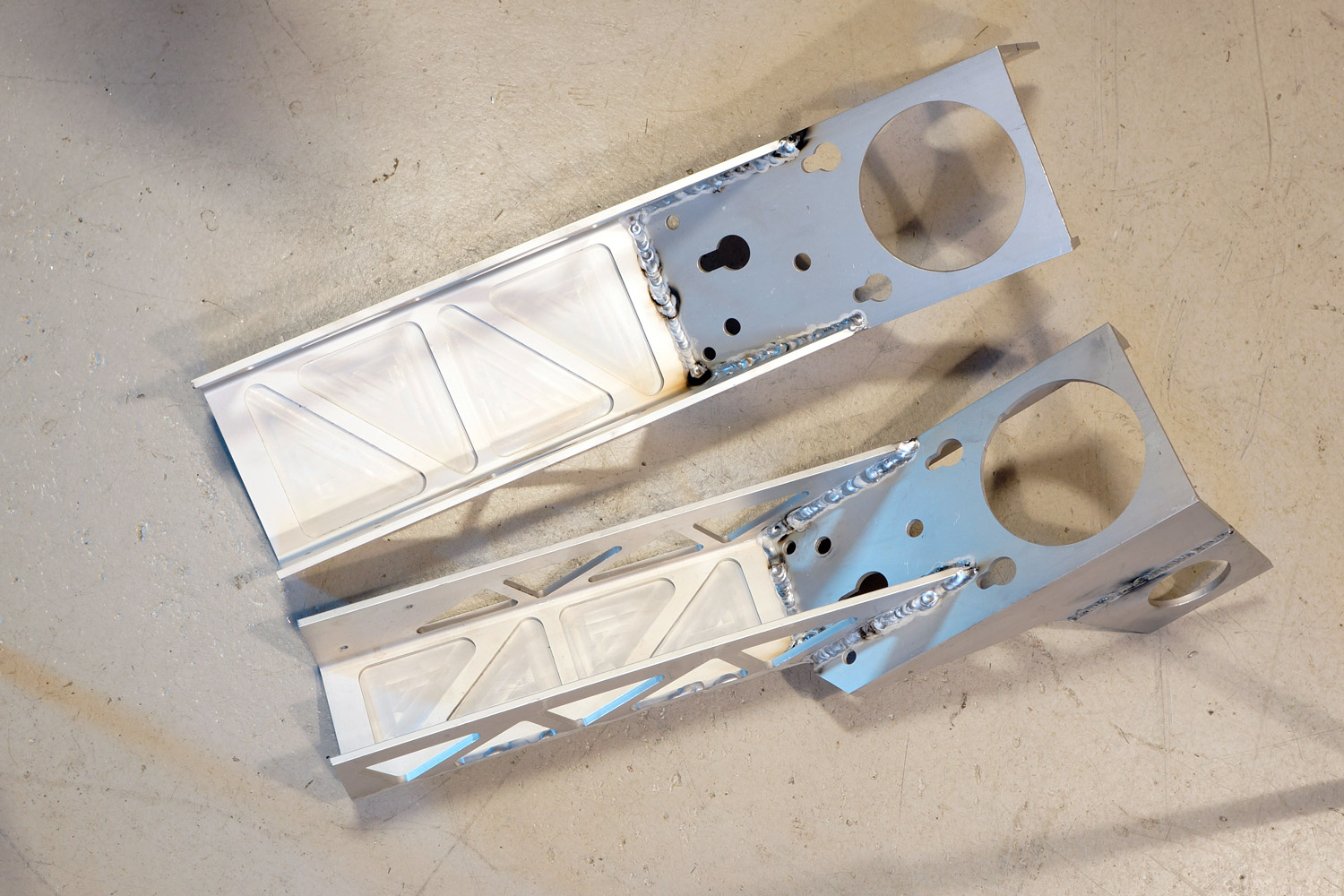
Plockepinn-kylarram-högen börjar bli klar och det är dags att svetsa ihop pusslet.


Ovan; Eftersom profilerna var eloxerade, lämnades de iväg för betning. Skönt att ha kliniskt rena detaljer att börja svetsa i – inte alltid man är bortskämd med det. Högra bilden visar färdiga torn. Finns lite att jobba med vad gäller svetsutseende, men i övrigt blev de bra.
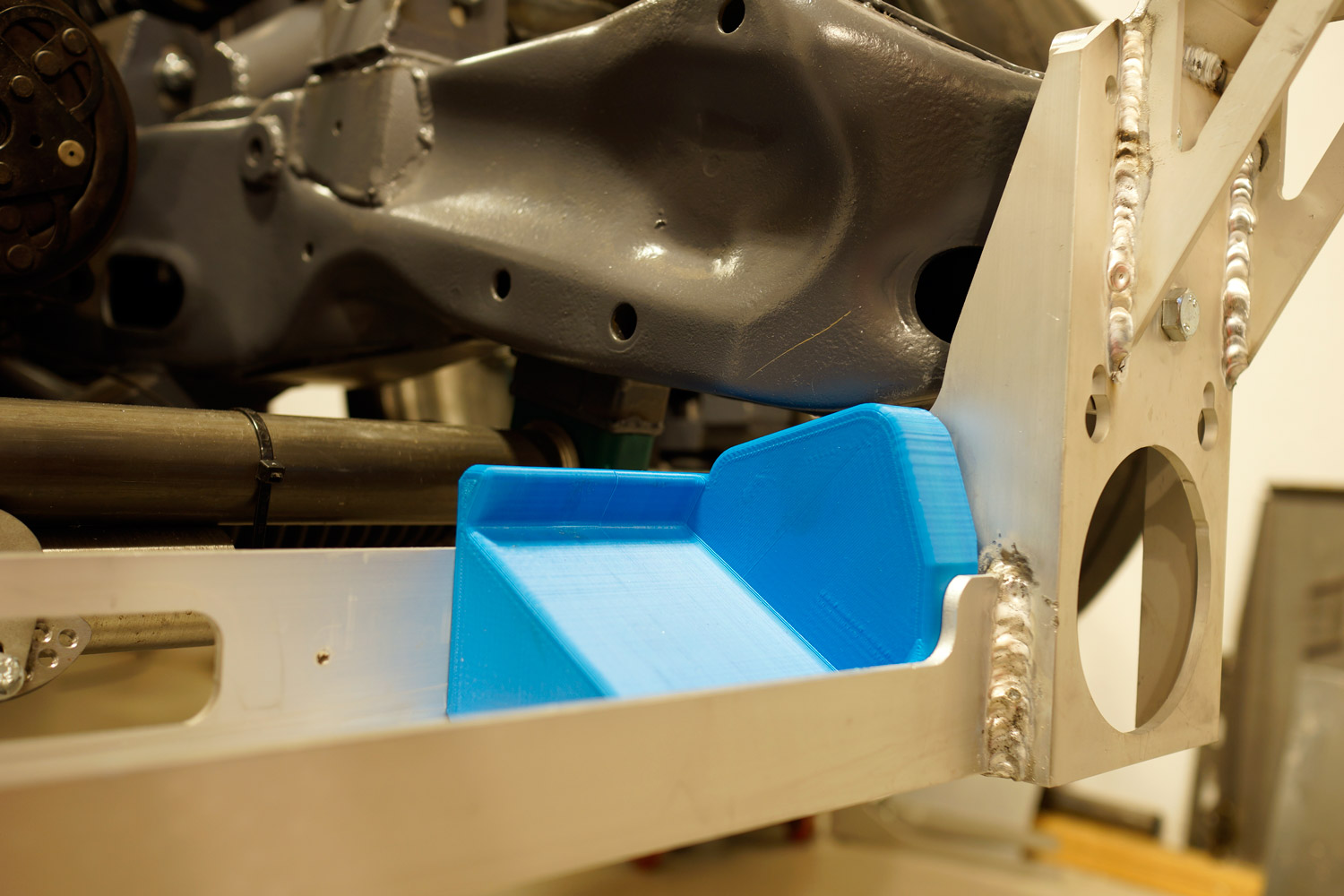
Nedan; Torn monterade. Som man kan ana på bilden, hamnar nedre profilen i höjd med resten av chassiet. Återstår att se hur man kan attackera vägbulorna…



Ovan; 3D-printade stöd för kylaren att stå på, då den står snett i förhållande till profilen. Profilen hamnade dock plant för att kunna agera infästningspunkt för framtida plana underrede (någon gång långt långt fram i tiden…). Ska förstärka med liten alubit i bakkant på den blåa profilen när allt är provmonterat (högra bilden).
Nedan; Även tvärbalken sitter fast. Resultatet blev ultrastyvt, långt mycket mer än jag hoppats på. Kylaren kommer knappast riskera att trilla ner på marken…

Hög på endorfiner efter den lyckade SFRO-besiktningen gick det såklart inte att ta en paus från projektet. Fräsen vevades igång samma natt som besiktningen gjorts och delar till kylarramen började komma fram.
Kylarramen har evolutionerats fram i tankarna under en rätt lång tid. Inte för att det är någon rocket science, men den kommer även bära front och skärmar så den får inte vara sladdrig, men gärna lättare än originalets 15kg. Självklart görs den i alu – samma typ av profil som karossvaggan byggdes av, och slutvikten uppskattas till ca 4kg totalt. Mycket fräsning blir det och alla uppspänningar var inte helt triviala.
Viss nervositet för att ramen skulle upplevas som sladdrig fanns såklart, men magkänslan säger att den borde vara tillräckligt styv. Borde. Det är visserligen inte värre än att man får tillverka lite nya bitar, men det är både trist att göra om saker samt att åka runt med för mycket dödvikt.


Ovan; Det blir färre och färre prylar som snidas med vinkelslip numera. Alu är dessutom inte något smidigt ämne att skära med vinkelslipen. Lite CAM-beredning och sen ut i fräsen och jobba. Svårt att spänna in en U-profil tillräckligt hårt på högkant, men det gick ganska bra.
Nedan; Ytterligare urfräsning för att vikten närmar sig noll. När den tas bort ur fräsen, får den knytas fast i arbetsbänken så att den inte svävar iväg.







Ovan; Man kan göra saker enkelt för sig. Sen kan man göra saker svårt för sig. I det här projektet är det ganska få saker som tagit den enkla vägen. Fräsningen av en 900mm bred profil i en maskin som max kan ta 300mm åt gången resulterade i fyra (eller om det var fem) olika CAM-program för samma profil och ett gäng omtag. Men vad gör det? Resultatet blev ju hur fint som helst!
Nedan; Lite känsligt med att placera saker nära marken framför framaxeln. Sånt tenderar att ta i marken…
Dock har det ju utvecklats ett lyftsystem som lyfter bilen 50mm vid behov, så det borde gå att kylarramen sitter på samma höjd som resten av chassiet – dvs 90mm över marken.


Nedan; Färdiga bitar som svetsas samman – det blir nästan som lego. Alu är lite svårare att svetsa än stål, men övning ger färdighet. Ser OK ut, men finns lite att träna på vad gäller genombränning osv.


En del återmontering av komponenter har börjat göras inför första SFRO-besiktningen. Inför första besiktningen skall bilen kunna stå för sig själv och vitala funktioner skall finnas, men den behöver ej vara körbar, lite enkelt beskrivet.


Ovan; Bakre stötdämpare och infästning för reservoarerna. Eftersom reservoarerna skall sitta på buren i kupén (de ska synas, för att det är hög ballhetsfaktor på dyra dämpare) behövdes även genomföringar i plåten. 50mm hål måste tas upp för att kunna få igenom ”tuben” och därefter hänger det en 8mm slang i hålet.
Lite 3D-printade grejer med andra ord.
Nedan; Ganska rakt fram att skruva fast dämparna. De har typ skruvats dit ett tiotal gånger vid det här laget. Hålet för reservoaren togs dock upp denna gången. Det mättes både en och fem gånger innan hålet gjordes…




Ovan; Reservoaren sitter på monterad på buren. Inställningsvredet för rebound går både att nå och läsa av från dörröppningarna. Nästan som att det skulle vara genomtänkt! Högra bilden: Nu när garaget hyser en CNC-fräs kan man ju kasta ut vissa plastbitar och börja tillverka aluprylar istället. Högra detaljen är första ”skarpa” programmet någonsin och visar inlärningströskeln på sånt där. Det kunde sett bättre ut med andra ord. Vänstra detaljen är samma program, fast lite tweakat utifrån det man lärde sig i första programmet.
Nedan; Andra unika detaljen, men tredje programmet – nu börjar det gå mycket bättre. Fanimej grym känsla börja mata fram detaljer på det här sättet. Högra bilden; Monterad och klar. Kommer gissningsvis eloxeras svart när första SFROn är avklarad och bilen ska ner i molekyler för ytbehandling.


Nedan; Lite bonusbilder: De första detaljerna glasblästrades lite risiga program. Vänstra bilden visar utsidan och högra bilden visar den sidan som sitter inne i kupén.


Catchtanken är i det närmaste klar. Kvar är att lösa ledning av påfyllningsröret och var tanklocket skall placeras, men det tar nog ett tag att klura ut (eller tills att det blir prioriterat i alla fall). För övrigt känns det väldigt bra att lyckats klämma in pumparna inuti tanken istället för att ha ett virrvarr av rör i bagageutrymmet. Pumparna sitter bättre skyddade, mindre buller, minskad risk för läckage och säkert någon fördel till.
Bränsletanken känns så säker den kan bli. Lite trist att åka omkring med 100L bensin om något skulle hända, men säkerheten är prioriterad så gott som det går; Plasttank med invändig gummiblåsa. Skum i tanken, främst för minimerad lastförskjutning men det rinner lite saktare ur tanken om det ändå skulle gå hål. De flesta komponenterna inuti tanken gör att volymen bränsle i ledningar utanför tanken kan hållas nere, samt kulor som stänger tanken om man skulle råka lägga bilen på taket.
Nedan; Blev faktiskt rätt fint i slutändan. Nivågivaren (röret till vänster) är visserligen för kort – längre modell var av en annan typ och kostade orimligt mycket pengar. Det får duga tills vidare, och istället bli ett uppgraderingsprojekt i framtiden. På bilden syns också förra veckans första CNC-frästa detalj – röret för att hålla kulan som stänger om man hamnar på taket.


Nedan; Livet blir enklare med en styrd fräs. 🙂
Alla hålen i plattan nedan kördes fram med fräsen. Röret på högra bilden känns säkert igen från förra veckan. Den är tänkt att hysa kulan, som landar mot det svarvade sätet om olyckan skulle vara framme och bilen bestämmer sig för att lägga sig på taket. Hålet för bränslegivaren (stort hål med fem små runt om) – ATL tog i och gjorde ett asymmetriskt bultmönster, men bara så lite att man inte märker det. Upptäckte det i sista stund och lyckades googla fram håldelningen.




Ovan; Så här då alltså… I hålet till vänster på bilden hamnar avluftningen. Samma funktion, dock köpt istället. Andra bilden visar genomföringarna till tanken. AN8 (1/2″ rör). Den lilla kopplingen kommer bli genomföring för elen.
Nedan; Tryck och returkopplingar. Fullradie för trycksidan för att maximera flödet (jo, här klyver vi hårstrån, jag vet…), och vanlig för andra sidan. Kunde såklart valt fullflöde på båda, men nu blev det som det blev. Tredje genomföringen blev lite hemmapyssel. Kontakt för bränslepumparna. Fylls med epoxi när det är tid för det.



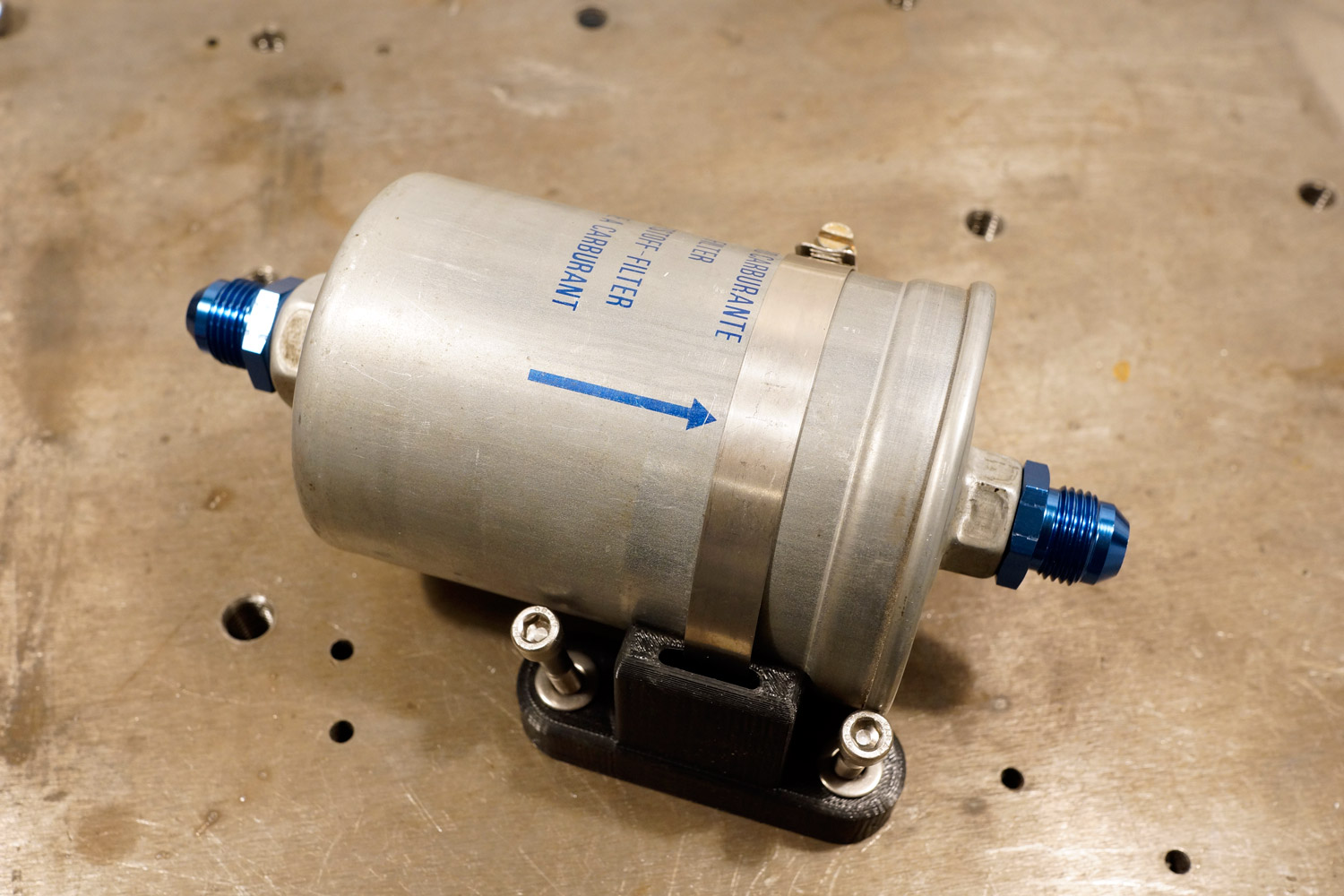
Ovan; 3D-printat bränslefilterfäste, generation1 och generation2. Ettan var tänkt att nitas i plåten på bagagerumsgolvet. Efter utskrift, låg det och skräpade i garaget ett par månader i väntan på att bli prioriterat. När det var dags, kom det nya insikter och istället gjordes en variant som nyttjar befintliga hål för infästning av bränsletanken.
3D-printers erbjuder konstruktioner som annars hade varit omöjliga. Hålen man ser på bilden är genomgående och alltså spåret för slangklämman som skymtar nedan.
Kopplingarna borrades upp ytterligare ca 2mm i diameter och har blivit konade i ändarna för att inte strypa så mycket.
Nedan; Filterinsats. Vanligt Volvo V70-bränslefilter – enkelt att köpa på hyllan i Sverige de gångerna det behöver bytas.

Vintern var kall. Inte mycket av den spenderades i garaget tyvärr, så vårens uppdateringar på bilprojektet är risk att bli lite… fattiga.
Inget liggande på soffan dock – i vinter har CNC-styrsystemet till garagefräsen som köptes för två år sedan fixats ihop och monterats. Ja, precis – numera har en CNC-fräs knutits till projektet, vilket borgar för smaskiga framtida uppdateringar…


Ovan; Hur lastar man 550kg fräs på hyrsläp när det inte finns någon travers eller lyft hos säljaren? Med hjälp av internetforum, såklart. ”Lilla” lastaren kom till hjälp och därefter gick lyften på släp ner till jobbet där den kunde lyftas av. Logistik att köra den direkt till garaget saknades, så det fick lösa sig med tiden…
Fräsen först – en Mattsson & Zetterlund VF600. Tillverkad i Sverige från typ 60- till tidigt 80-tal tror jag. Stabil historia och kan fräsa ungefär 300x200mm stora detaljer. Kan tyckas lite, men ganska få konstruktionsdetaljer är mycket större (och det går alltid att ta omtag om det skulle behövas). 550kg tung, vilket gjorde det ganska ”intressant” att baxa in den i garaget.
Den hittades på blocket uppe i norra Sverige. En äldre herre som köpt den för 20 år sedan och inte ens pluggat in den i väggen efter dess. Inga skador på bord, ingen rost osv. Väldigt fint skick. Verkar mest ha mysfrästs lite med då gejdrar var i nyskick.
Problemet med en 20 år gammal maskin som inte gått något är att allt fett har torkat in. Allt fett. Överallt. Med andra ord fick den plockas ned i molekyler och tvättas rent. Detta har skett sporadiskt under en ettårsperiod ungefär (bilen har gått som prio1). Samtidigt konverterades den från trapetsskruv till kulskruv, tillsammans med lite allmän översyn.
Nedan; …genom att plocka ner den i molekyler kunde den tas hem till garaget. Si och så med molekylerna dock – fundamentet kvalade in på ca 220 kg! Det gick åt ett par öl för att få in det i garaget. En fräs som inte varit använd på 20 år har en hel del intorkat fett i sig. Allt fick plockas ner och tvättas rent innan den ens var startad och kontrollerad att den funkade.


Nedan; Allt fick rengöras… allt.
Trapetsskruvarna kastades ut till förmån för kulskruvar. I samband med konverteringen drogs även slangar där smörjnipplar tidigare satt för att kunna centralsmörja hela fräsen.


Det senaste året har den mest använts för att göra något enstaka mindre jobb i form av plana av en yta, borra lite hål och andra väldigt enkla uppgifter.
I oktober -15 köptes stegmotorer, drivsteg och alla andra delar som krävs för en CNC-konvertering och kring december sattes arbetet igång med (ganska) full fokus.
Inlärningströskeln får man nog så här i efterhand säga ha varit väldigt hög – mycket av problemlösningen har varit Trial and Error i kombination med ett antal timmar läsandes på internetforum för att se hur andra löst felen. Sånt tar tid…
Förutom att bara få fart på fräsen och dess mjukvara (mach3), har vändglappen minimerats, samt lära sig CAM-beredning också tagit ett litet tag. Myckettid lades på att leta glapp och nu, efter många timmar, slår måtten på någon hundradel ungefär. Den precisionen räcker gott och väl för en garagemaskin. Repetetivt vetifasen – den klarar säkert inte 1000 detaljer med exakt samma mått, men några enstaka program har hittills använts ca 10ggr ggr med samma resultat.


Ovan; Massor med tid gick åt till att leta och justera glapp för att få precision. För stunden glappar det ca 2 hundradelar i Y-led, och 7 i X-led. Blir till att försöka få rätt på hundradelarna i X-led med tiden. Tills vidare får den bekänna färg och sen blir det säkert någon form av uppgraderingsprojekt när man fått lägga några timmar i den.
Elskåp, hemmabyggt och göms i fundamentet. 400V/230V/24V/5V. Geckodrives stegmotordrivare och lite annat godis. Trångt som fasen, men fräsen står på hjul för att kunna vara flyttbar i det lilla garaget, och då går det inte att hänga skåpet stationärt på väggen…

Ovan; Det finns inget som är så skönt som första gången, oavsett vilken debut det handlar om. I det här blev det ett rör till catchtanken. Simpel detalj, men ack så najs att titta på medans fräsen gör jobbet själv.
Nördigare ”dröm” än så här finns nog inte, men det kommer nog bli den bästa garagekompisen någonsin (sorry, Affe. Jag och fräsen har liksom en relation på en annan nivå). Med tanke på hur många detaljer som har handjagats fram och hur många timmar som lagts på sånt, skulle ju en sådan här maskin ordnats fram redan i början av projektet. Men nu finns det ju å andra sidan saker som kan uppgraderas efter att bilen har reggats, så det är nog ingen risk att fräsen råkar bli dammig…
Det som aldrig kommer sluta fascinera med en CNC-maskin är ju att den jobbar på utan att man själv behöver vara aktiv. En sådan sak resulterar ju i dubbla framsteg i garaget eftersom undertecknad kan hålla på med något annat. Åtminstone lite senare – först måste nyhetens behag gå över; Efter åtskilliga timmars handjagande är det lätt att fastna framför fräsen med drömsk blick och se hur den dansar över bordet helt av sig själv.

Ovan; Nu börjar 20m2-garaget bli ganska fullt… En bil på tio kvadrat, fräs, verktyg och bänk tar ytterligare 3m2. 7m3 kvar att gå på med andra ord. Oceaner av plats…

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}