
BLOG
Publicerat den
Efter att hjulupphängningarna var avklarade och bilen (teoretiskt) hade kunnat komma ner från pallbockarna, är det ”bara” motorn kvar att färdigställa. Bara.
Senast gjordes insuget klart och monterades på motorn. Spacern mellan insug och spjällhus lär inte kunna användas, så den skippades efter denna bilden togs. Att bygga luftfilterlåda kommer bli ett projekt i sig, men tills vidare får det lösas temporärt.
Efter att insuget var färdigt, landade även andra elförzinkade motordetaljer lite lägligt i garaget.


Ovan; Elförzinkat i all ära, men att föra in ytterligare en kulör på motorn kändes som att det var risk att intrycket skulle bli för rörigt. Med andra ord lackades delarna svarta. Svart, gjutjärnsgrått och silver i form av aluminium eller rostfritt räcker gott och väl i form av färgnyanser på motorn. Elförzinkningen gör fortfarande nytta eftersom 1k-lacken inte är mycket att räkna med när det gäller rostskydd. I framtiden hägrar såklart CNC-frästa detaljer istället, när man kommer så långt på prioritetslistan. Högra bilden visar även nyeloxerade fästen för torrsumpspump, samt svarteloxerad remskiva.
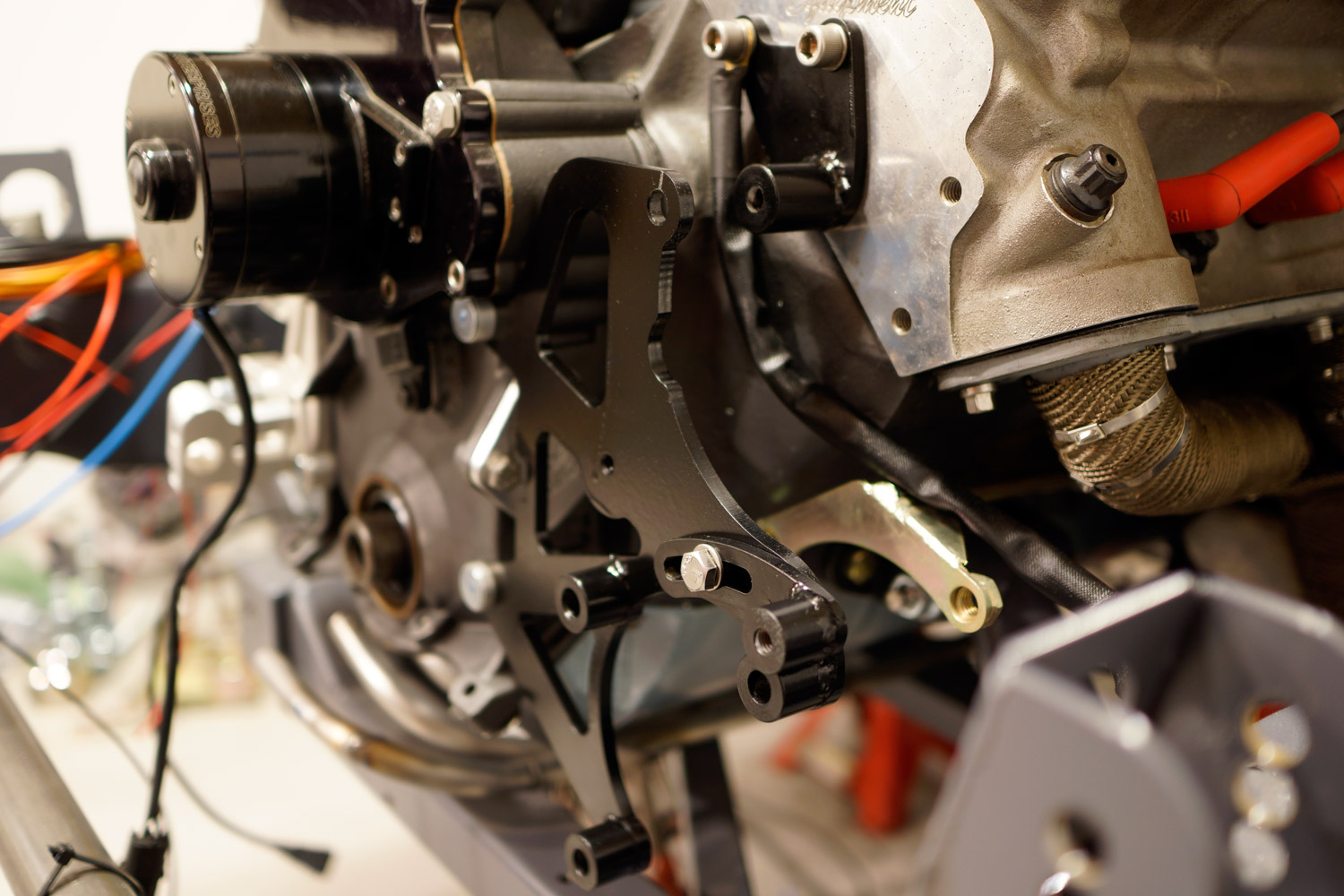
Nedan; Fäste för generator och AC-kompressor monterade. Guleloxerade biten (som missades vid målningen!) i bakgrunden sitter fäst i blocket. Lite röriga bilder att kolla på, men fästena sitter monterade med samma skruvar som håller bröstkåpan på motorn.




Ovan; Andra vinklar på samma detaljer. Det är stabilt, som en viss tandläkare hade sagt.
Nedan; kompressorn monterad och därefter kom även generatorn på plats. Till och med en multiribrem har hittat dit. Längden på remmen bestämdes först, därefter placerades komponenterna på motorn i datorn och sen ritades plåtarna. Med andra ord var det bara att åka och handla rätt remlängd och hänga på den.

Framvagnen är också på plats efter att alla prylar kommit hem från ytbehandling.


Ovan; A-armar, styrspindel, pushrods och styrstag är på plats. Där inte Nyloc-muttrar används (tex där skruv är dragen i gängat hål) är skruvarna låsta med Nord-Lock-brickor. Vipparmarna som skymtar i bakgrunden är fortfarande temporära. Material har köpts hem för slutgiltiga versioner, men det blir nog inte förrän efter provkörning och utsortering. Högra bilden visar Caster och Camberjustering som görs med shims. Lite mer tidsödande, men F1 använder ju shims och det var argument nog för Pontiacen…
Camber justeras med aluminiumblocken som håller spindelleden i spindeln. Genom att shimsa här kan man få mer eller mindre Camber. Caster justeras mellan spindelled och länkarm (man kan ana en bricka på varje sida) samt på motsvarande sätt längst in på länkarmen. Förutom att 4° caster är inbyggt i spindeln, så finns det justermån mellan 0-10° på länkarmen (-4 + 6° intervall med andra ord). Camber är satt till 1,5° initialt, men kan ökas ända till 4,5° om det skulle behövas.
Nedan; Laserskurna värmeplåtar i polerat rostfritt. 1mm och spegelblank yta (man ser reflektionerna av lite delar som ligger mot väggen på andra sidan garaget!). Skydd för gummidamasker på spindelleder, samt ett hål för kommande bromskylning (mer om det i senare uppdatering).
Högra bilden visar muttern till undre spindelleden. Ett ganska litet hål där en 26mm nyckel skulle pressas in och dessutom vridas. Det gick faktiskt, på håret. Minns inte att jag har räknat på detta, men det var för tight för att vara tur så det måste tagits i beaktning när spindlarna byggdes.


Nedan; Om du vet vad du ska titta efter, så ser du styrutslagsbegränsarna som har trätts på styrväxeln för att förhindra att bromsoken tar i bärarmarna. Målet var 33° styrutslag åt varje håll men det slutade på 27° vilket få anses vara helt OK. Det är bara något mindre än produktionsbilar – som inte har 295or fram.
Även returledningarna för torrsumpspumpen skymtar på bilden. AN-kopplingar uteblev pga platsbrist…


Nedan; Då åker hjulen på för sista gången då.
Hahahaha! Den var bra!




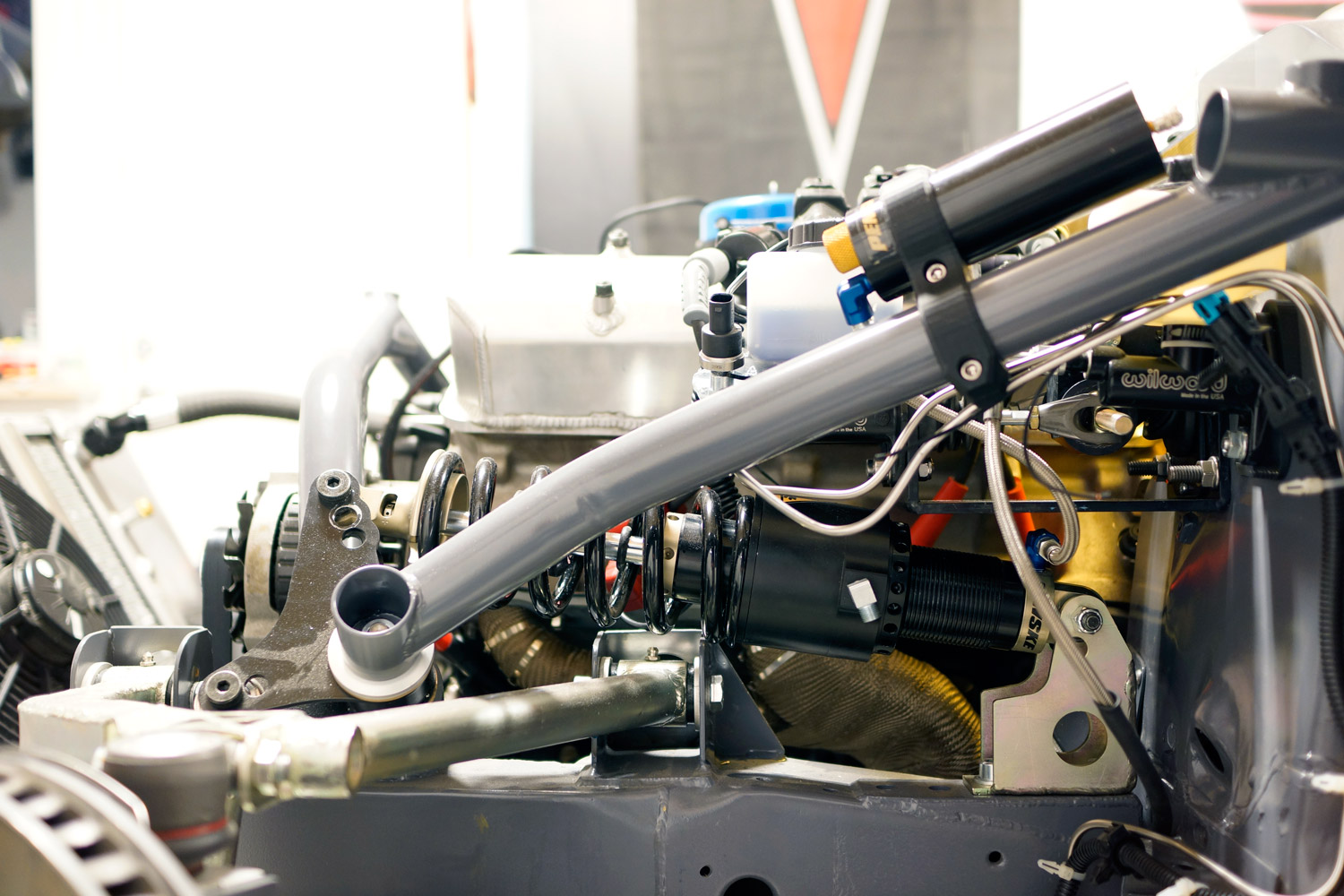
Ovan och nedan; Push-rod upphängningen har det lagts mååånga timmar på att få rätt. Den är så linjär det går att få, dvs 1:1 mellan kolvstång och hjulrörelse. Fjädringsvägen är ±50mm. Svårt att få bild på grejerna, men ur tre olika vinklar kan man i alla fall ana hur det fungerar. Lagringen i vipparmen är en bronsbussning. Pga höga belastningar och små vinkelrörelser, blir det nog lite utvecklingsarbete när bilen rullar för att få det glappfritt över tid.


Nedan; Värmeplåt, bromsslang och kabeldragning för ABS-givaren. Övre spindelled kommer från SAAB 900, nedre från Mazda Miata och styrleden är Volvo 240. Styrväxeln är Ford Sierra, rattstången är Opel Corsa, hjullagret är Corvette. Hembyggen är alltid en äkta cocktail av prylar. Hopplock eller russinen ur kakan är upp till betraktaren att bestämma.
Värmeskyddet kommer sannolikt skydda spindellederna fullt tillräckligt.


I samband med att insuget skulle återmonteras konstaterades det att det genom året hade blivit ganska dassigt. Med andra ord fick det sig en översyn innan det var dags att montera det på motorn.

Ovan; På bild såg det helt OK ut, men i verkligheten var insuget ganska sunkigt.
Nedan; Försök att eloxera insuget misslyckades. Hade det bara varit samma material i alla detaljerna så hade det sett helt OK ut. Nu visade det ju sig vara flera olika material och igensvetsade pluggar etc. Eftersom det kändes lite fattigt att måla det i ”aluminiumlook” togs omvägen via krymplack istället.
Utan provbitar och tidigare erfarenheter gick sprayburken direkt på insuget. Tråkigt om experimentet skulle misslyckas, men ingen minns en fegis.
Fördelen med att eloxera det först är i alla fall att insidan av insuget bliv kliniskt ren, samt att färgen biter bra i eloxeringen.


Nedan; Därefter IR-torkning för att få upp värme i färgen. Ca 30 nervösa minutrar passerade innan det på bara några minuter började krympa lite varstans på insuget. Fem minuter senare hade det krympt överallt där värmen kom åt.



Ovan; Färdigt resultat. Blev faktiskt riktigt snyggt. I framtiden ingår att skaffa lite mer klassiska ventilkåpor och då kommer dessa också lackas med samma typ av krymplack.


Ovan; En del kringkomponenter som såg lite tråkiga ut snyggades till. Fuelrailen var oxiderad, repig och smutsig. Och tung. Eftersom kanterna var handsågade, frästes dessa vinkelräta. Därefter fastades ytan av i svarven och centrumdelen som skymtar på högra bilden svarvades av.
Nedan; Eftersom Kauffman-topparna saknar originalstyrningarna för insuget, kasar packningen runt någon millimeter hit och dit. För att vara säker på att den centrerar i kanalen gjordes styrningar till insuget istället som packningen kunde pressas på. De är bara 0.5mm höga medans packningen är 1.5mm, så det bör inte vara risk att dra dem i botten.


Nedan; Rena detaljer återmonteras.


Nedan; Bränsletrycksregulatorn såg också lite tråkig ut. Skavd polering med oxid på många ställen. Eftersom det inte finns så mycket polerad aluminium på andra ställen så plockades den ner och eloxerades i naturfinish. Skruvarna som var svartoxiderade, och hade börjat rosta lite, elförzinkades och AN-kopplingarna fick koniska hål för att… Ja, det var mest av principiella skäl – diameterövergångar skall ske så snällt som möjligt.


Nedan; Färdigt insug, redo att monteras så fort nya längre skruvar (eftersom de rostfria skruvarna inkluderade i motorskruvkitet var i kortaste laget) har anlänt från ett stort land i öst.




Vad är bättre att bryta av lite elektronikjobb med än gammal hederlig mekanik? Eftersom bilen är strippad och tanken är att lämna några kilo delar till ytbehandling så behövde de där sista projekten bli klara också. Däribland centrummutterlösning 2.0. Ja, korrekt – den är fortfarande inte nere från pallbockarna, och redan börjar uppgraderingen…
Uppdaterar till Porsches modell av centrummutterlösning. Det spar vikt men framför allt består den av något färre detaljer än förra och håller ihop hjullagret fram bättre än med förra versionen. Något som missades förra gången. Version 1.0 är inga problem med egentligen, och den kommer sannolikt bli till salu någon gång under våren/sommaren.
I version 2.0 är det en genomgående skruv som även håller ihop hjullagret. För att låsa axeln vid montering av hjulet, behövdes det dock lite splines. Det har aldrig gjorts hittills i projektet, och delningsapparaten har varit tämligen oanvänd.

Ovan; Gamla systemet byts ut till förmån för genomgående axel där rotationslåsningen består av splines istället för endast friktion som det var tidigare. Förra modellen hade mutter på baksidan, men denna träs igenom och har bara mutter på framsidan (samt en mutter som håller den låst mot hjullagret) vilket i teorin borde reducera riskerna lite.


Ovan; Hur delningsapparaten fungerade listades ut via diverse forum och youtube. Därefter gjordes några provaxlar innan rätt dimension bestämts. Sen var det bara att spänna upp axlarna och börja veva.
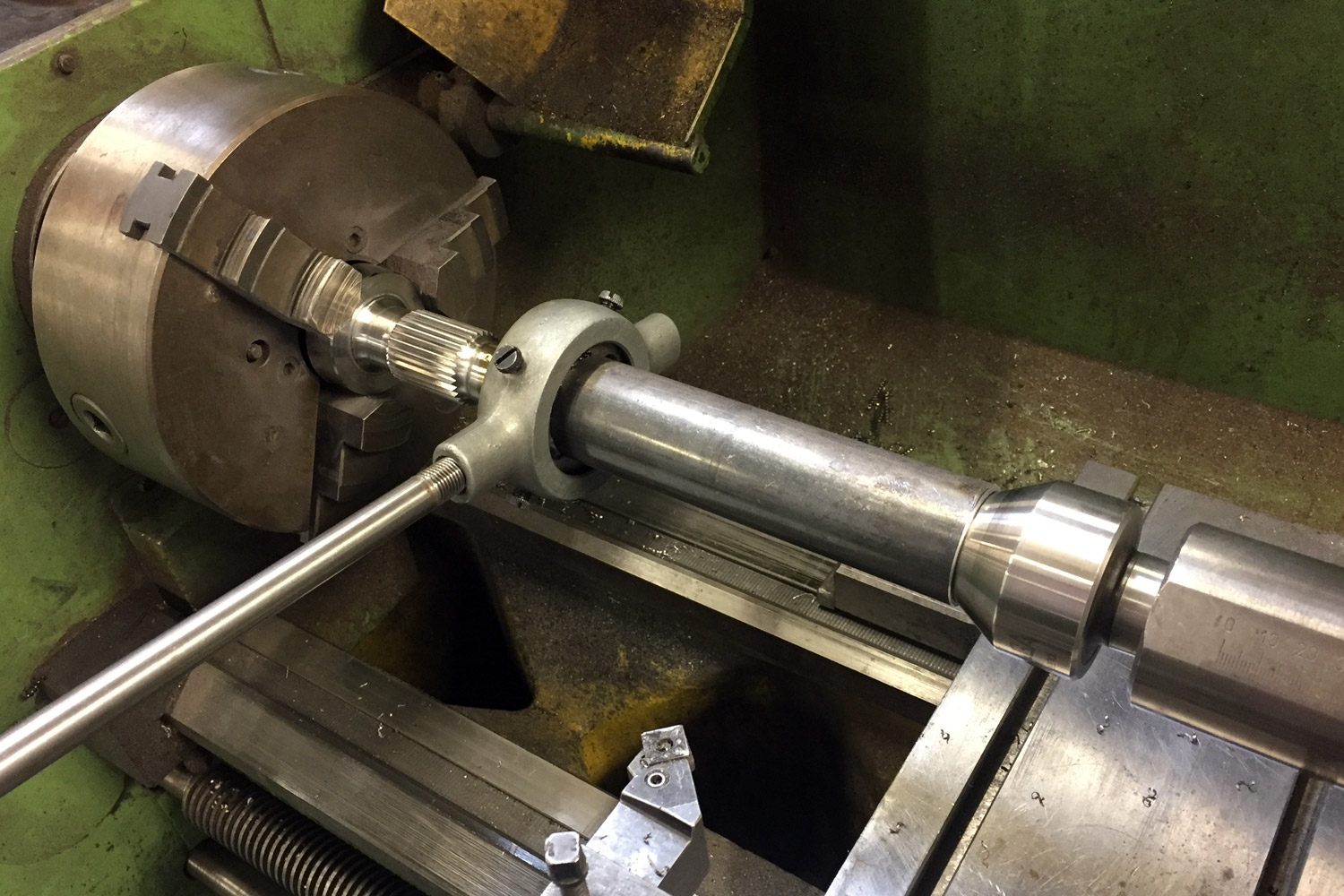
Nedan; Med färdiga splines var det dags för finskären samt gängning. Spänner man ögonen, ser man att det är radier vid varje diameterövergång. Dessa gjordes i delningsapparaten innan axlarna plockades ner. Allt för att undvika sprickbildning.

Nedan; M28x1.5mm på innersta gängan. Gängdockan nådde inte så långt in, så ett rör svarvades som stöd och några tiondelar lämnades på axeln för att få bra styrning på snittet. Därefter vevades snittet manuellt, samtidigt som dubben också vevades efter för att säkerställa att snittet gick rakt.

Nedan; Färdigt resultat.


Nedan; När axlarna var färdiga, var det dags att lämna in allt till ytbehandling. Nu är förhoppningsvis varenda pinal som skall skall skyddas från rost med i pallen…

Det här var ju (från början) ett budgetprojekt. Det är fortfarande ett budgetprojekt i form av att det går mycket arbetstid istället för pengar för att lösa problem.
Budgeten innebar att det var bara och glömma att köpa nya flashiga AP-ok, Brembo eller liknande. Och sexkolvsok måste det ju vara för det är ju… coolt.
E-bay dammsögs efter möjliga kandidater långt innan projektet egentligen påbörjades och ett par rejäla hejdare lyckades ropas hem för ett blygsamt kostnad. Som vanligt med begagnade prylar är det alltid bra att börja med att renovera dem, så slipper man strul senare längs resan. Bromsoken var inget undantag – nya O-ringar, ny ytbehandlning på alla fästelement, polering av värmeplåtarna och lite ny färg lyfte oken till nyskick.
Lekte även med tanken på att fräsa in PONTIAC på oken, men det föll på att det inte fanns någon gratis-tid i en CNC fräs någonstans. Budgetprojekt, remember?…


Ovan; När väl oken kom hem från staterna visade de sig vara betydligt större än förväntat. På den högra bilden står ett A4-kuvert i oket som en storleksreferens. I välkänt Wilwood-manér, har den svarta ytbehandlningen övergått till en lila-violett färg. Inte så lockande, så…
Nedan; …därför togs beslut att måla om dem. Plasti-Cote motorgrund och därefter Pontiacs motorblåa nyans som en liten hyllning till företagets glansdagar. Även fästelementen fick ny svartoxid då den gamla var rätt rostig på sina ställen.


Nedan; Antingen besitter undertecknad små nätta frökenfingrar, eller så har bromsoken kapacitet att stoppa vilket lok som helst. Det sistnämna stämmer bättre. Som synes på handleden är de inte fjäderlätta, men strax under 4kg/st får anses vara ok för ett så stort ok.


Äntligen! Spindlarna klara. Ett antal meter svets, därefter värmebehandling för att spänningarna skulle släppa, därefter fräsning av lagerytor mm. Hyfsat mycket arbete som sagt. Nu blir det provmontering av alla kringkomponenter innan det är dags för ytbehandling.



10kg skruv har även skickats på ytbehandling. Skrämmande hur många kilo fästelement det sitter på en bil…
Bakvagnen gjordes klar förra året. Därefter har den legat i bitar och vissa detaljer lämnades in för ytbehandling. Eftersom det var gängor, interna ytor med presspassning osv. var det enklare att gulkromatera detaljerna än att lackera dem. Baserat på samma resonemang ytbehandlades även vantstagen (i aluzink) eftersom de har nyckelgrepp för justering.
En rad andra saker har också kromaterats och förzinkats istället för lackering. Dels är det snyggt och väger lite, men fördelen är främst att det täcker bra och är okänsligt för stenskott.



Ovan vänster; Vantstag hamnar närmare bakvagnen än karossen. Karossen var i vägen för att tex ha den mitt på staget. Högra bilden visar en del av den överkurs som görs i samband med projektet – självklart får det ju tillverkas ett verktyg för att kunna spänna bussningarna. Ytbehandlat och märkt med rätt bilmärke, så klart!


{kind=link}
{kind=link}
{kind=link}